
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Дипломная работа: Изготовление оригинального художественного изделия
Дипломная работа: Изготовление оригинального художественного изделия
Аннотация
Темой данной дипломной работы является разработка и изготовление индивидуального и оригинального художественного изделия. В процессе работы был разработан светильник - ларец "Русские сказки".
В художественной части работы выявлена и аргументирована стилистическая принадлежность изделия, обоснован выбор узора стенок ларца, приводятся композиционные поиски и формообразование изделия.
В ходе работы мною была выполнена модель ларца выпиливанием из листового алюминия. При разработке технологического процесса изготовления данного изделия, я предлагаю использование прогрессивных технологий плазменной резки на станках с ЧПУ и аргументирую целесообразность выбора данной технологии. Образец выполнен с целью подтверждения художественной ценности изделия, анализа с точки зрения обеспечения эстетических свойств. Также в технологической части работы рассматривается технологический процесс изготовления деталей ларца (ножек).
Также в дипломной работе приводятся данные о безопасности для жизнедеятельности и экологичности проекта и экономическое обоснование, в котором дается исследование и анализ изделия и рынка производственный и финансовый планы, расчет цены изделия, план маркетинговых действий.
Содержание
Введение
1. Художественно-дизайнерская проработка
1.1 Краткая историческая справка
1.2 Формообразование и композиция
2. Технологическая разработка
2.1 Альтернативные способы изготовления изделия и его элементов
2.1.1 Альтернативные способы изготовления стенок изделия
2.1.2 Альтернативные способы изготовления ножек ларца
2.2 Обоснование выбора принятой технологии
2.3 Выбор материала для изготовления изделия
2.3.1 Физико-механические свойства материала изделия
2.3.2 Технология плавки
2.4 Технологический процесс изготовления изделия
2.4.1 Изготовление моделей
2.4.2 Формообразование
2.4.3 Механическая обработка
2.5 Сборка частей изделия
2.6 Нанесение покрытий
3. Организационно-технические вопросы
3.1 Схема организации производственного участка
3.2 Обоснование выбора комплекса оборудования, его технические характеристики
4. Безопасность и экологичность работы
4.1 Характеристика технологического процесса изготовления изделия с точки зрения безопасности и экологичности условий труда
4.2 Анализ опасных и вредных факторов. Мероприятия по улучшению условий труда
4.2.1 Производственные опасности при изготовлении деталей методом плазменной резки
4.2.2 Производственные опасности при производстве деталей методом литья по выплавляемым моделям
4.2.3 Производственные опасности и методы борьбы с ними на участке сборки и окончательной обработки изделия
4.3 Экологичность проекта
4.4 Устойчивость к чрезвычайным ситуациям
5. Экономическое обоснование
5.1 Концепция бизнеса
5.2 Характеристика продукции
5.2.1 Информация о стилистике, актуальности изделия
5.2.2 Достоинства и преимущества технического решения, возможность расширения номенклатуры выпускаемых изделий
5.2.3 Анализ конкурентов
5.2.4 Основная группа потребителей
5.2.5 Маркетинговая ориентация и анализ производимой продукции
5.3 Исследование и анализ рынка
5.4 Производственный план
5.5 Финансовый план
5.6 План маркетинговых действий
5.7 Потенциальные риски
Заключение
Список использованной литературы
Введение
При выборе темы для данной работы я хотела создать изделие достаточно необычное, при этом актуальное и имеющее не только декоративную, но и практическую сторону применения. Проанализировав современную литературу, посвященную дизайну, я выделила следующие тенденции.
В последнее время все больше внимания уделяется элементам которые бы придали особый стиль интерьеру, позади остались стандарты в оформлении помещений, единство всеобщего стиля или безстилия. Каждый старается придать своему жилищу свой неповторимый образ. Дизайнеры создают интерьер как отражение мироощущения личности.
Настоящий переворот произошел в отношении к внешнему оформлению. Интерьер переходит в экстерьер, сливаясь с ним.
Горожанин устал от большого города. Устал от бетонных домов, от чада и рева машин. В нашей стране и в частности в нашем городе происходит строительный бум, причем по статистике значительно повысилась, по сравнению с прошедшим временем доля частных домов.
В стилистическом направлении показательно как развитие техногенных стилей, так и стилизаций направлений различных эпох. В нашей стране сейчас идет курс на возрождение национальной традиции и это не могло не отразиться на частном интерьере. Каким было жилище наших предков? Этим вопросом задается не только художник-дизайнер, стилизующий интерьер под так называемую "связную" избу, но и просто любитель исторических цитат в своем доме.
За последние три года значительно вырос интерес к ландшафтному дизайну. К сожалению, российский опыт в данной сфере достаточно ограничен. Но многие помнят клумбы ВДНХ и городских парков советского периода, яркие цветники черноморских курортов. Это осталось в недавнем прошлом, но любовь к садово-парковому искусству возвращается - с желанием украсить свои большие или маленькие владения. "Если уединение - одно из человеческих наслаждений, то мы скорее будем искать его под сенью дерев или в секретном алькове сада цветов, чем на обширном голом газоне," - Х. Рептон. Внимание к оформлению ландшафта дает широкую возможность для развития садово-парковой скульптуры, художественных деталей внешнего убранства дома.
Особой сферой внимания становится свет и всевозможные светильники. Общий свет, камерное и локальное освещение, подсветка, освещение должно быть особым для каждого места в доме - спальни, кухни, прихожей, детской комнаты, ванной…. Даже если у вас всего одна комната, варьируя свет можно добиться зонального деления.
Как театр начинается с вешалки, так наша квартира - с прихожей, а дом с крыльца. Опираясь на выше сказанное, я решила разработать светильник для прихожей в средневековом русском стиле.
1. Художественно-дизайнерская проработка 1.1 Краткая историческая справка
Европейская культура средневековья представляла собой некую целостность. Русь напротив, прошла долгий путь, прежде чем черты ее национальной культуры определились окончательно. С одной стороны в древнерусском искусстве (X - XVII век) были сильны восточно-византийские и западные влияния. С другой, не смотря на принятие христианства, сохранились языческие славянские обряды (празднование Дня Ивана Купалы, Масленица и др.) и языческие образы-символы народного искусства, которые продолжают жить и по сей день.
Знаменитый "Домострой" - "свод законов" русской жизни - давал советы по любому поводу, в том числе и как обустроить жилье, чтобы оно было удобным и радовало глаз. Но, следуя указаниям "Домостроя", наши предки и сами проявляли недюжинную фантазию и отменный вкус.
Особую красочность придавали фасадам резные каменные наличники окон, кокошники, арочки, нишки, аркатурные пояски (из чередующихся арочек и колонок), своеобразная кладка кирпича ("поребрик"), резные камни (вставные плиты с орнаментом или сюжетными изображениями). Изразцы в наличниках, декоративных поясках и карнизах привносили яркую полихромию.
Одной из самых нарядных частей фасада было красное крыльцо с рундуком (перекрытием) и шатром в виде теремка, а также точеными балясинами-подпорами. Из сеней входящий попадал в горницу на втором этаже (от слова "горнее" - высшее, верхнее) - красивейшее парадное помещение посадского дома или боярско-княжеских палат (рис.1,2). В ее красном углу под образами стояли лавки. Окна украшались коваными железными ставнями, в центре находилась печь. Столы застилались подскатерниками, а лавки - полавочниками. В шкафах - киотах (стоящих) и шкафах поставцах (висящих) размещалась посуда из глины, стекла, драгоценных металлов и "фряжские" (иностранные) диковины (рис.3). Богато декорированные наличниками двери, с арочным обрамлением сверху и лопатками по углам, были украшены фигурными коваными петлями, "секирными" железными замками и львиными головами с металлическими кольцами (рис.4).
Вообще кованых изделий было в доме не мало. Деревянные сундуки для прочности оковывались железными полосами. Деревянные ларцы-теремки - ажурными деталям. Над крышами возвышались железные флюгера в виде птиц, дымники с петушками. И конечно нельзя не отметить "купчатые" (решетчатые) ставни на окнах с самым разнообразным орнаментальным рисунком.
"Украсно украшенная", как вспоминает современник, Русь была "многими красотами удивлена". Роль декоративного искусства в этом огромна. Развиваясь в тесном соприкосновении с архитектурой и живописью, оно не только испытывало на себе их влияние, но, в свою очередь, наполняло эти искусства художественными идеями, образами, мастерством. Следует отметить столь примечательный факт, что в древнерусской художественной культуре скульптурное начало процветало внутри декоративного творчества, в разных видах мелкой пластики: в резьбе по дереву и камню, чеканке и литье. Пластическое начало проявлялось во всем - от реалистических, вырезанных из дерева голов птиц, собак до сучка с намеком на морду зверя. Ложки, чаши отличали скульптурность формы, безупречность пропорций. Ковши обычно принимали образ птицы - утки или лебедя, голов и шея служили рукояткой (рис.5). Деревянные ларцы нередко оформляли в форме теремков, такую же причудливую форму можно увидеть и в церковном убранстве (рис.6)
Сложный орнамент из плетенки и звериных мотивов, выполненный в технике плоскорельефной резьбы, густо покрывал крыльца, столбы, лестницы.
Дом воспринимался человеком как неотъемлемая часть Вселенной, и в его декоре отражались представления о мире в целом. "Рыбам - вода, птицам - воздух, человеку - вся земля" - гласит народная пословица.
Вычеканенные растительные мотивы, изображения птиц и фантастических животных - все это несет следы заклинательной магии, многозначной по своему содержанию (рис.7,8). Тема плодородия была в центре внимания древнерусского художника, с ней связывалось представление о счастье, благе, добре. Образ вечно живого и возрождающегося мира возникает в композиции, где изображены сплетающиеся звери, птицы и даже человеческие фигуры. Формы, линии, ритмы словно продолжаются без конца и без края. Их хитрый узор удивителен по своей фантастичности и крепкой пластике.
Древнерусский мастер был универсалом. Если он ковал, лил металл, то обязательно умел его чеканить и гравировать, чернить, покрывать орнаментом рукоятки, ножны мечей, шлемы воинов, женские украшения, посуду….
Декоративное искусство несло на себе печать двоеверия на Руси. Христианское вбирало в себя языческое. Языческое растворяло христианское. Сирины по сторонам древа встречаются в белокаменной резьбе соборов, сохраняя смысл древней заклинательной магии, эти изображения несли и новые христианские представления, являлись символом Блага и Света.
Наиболее широко и целостно скульптурная резьба проявилась в Владимиро-Суздальской земле. Владимирщина в древние времена славилась превосходными "древоделами". Участие их в скульптурной работе было настолько значительным, что работавшие у князя Андрея Боголюбского иноземные мастера подчинились русской народной традиции, имевшей глубокие корни. Цельность мышления отличает общий замысел скульптурного декора, его стиль, содержание образов церкви Покрова на Нерли (рис.9), Дмитриевского собора во Владимире (рис. 10) и Георгиевского собора в Юрьеве-Польском. И именно скульптурные элементы этих памятников архитектуры я взяла за основу узора стенок ларца, как яркие образы народной культуры, воспевающие гимн всему живому: птицам, зверям, растениям.
Русские мастера корнями своего творчества были соединены с глубокими пластами народной культуры, они принесли в каменную храмовую скульптуру образы древней языческой символики, широко бытовавшей в то время в декоративно-прикладном и народном искусстве. И это не удивительно, поскольку в ту пору на Руси и время считали по "русальным неделям", совершая ритуальные моления русалкам, охранительницам вод, дающих плодородие.
В скульптурных рельефах владимирских соборов изобилуют мотивы "древа жизни", образы птиц, львов, грифонов…Их древний заклинательный смысл был неразрывно слит с народным чувством красоты, которая отождествлялась с добрым началом. Белокаменную резьбу и произведения декоративно-прикладного искусства объединяет общность мотивов и художественных приемов.
Я брала за основу образцы русского прикладного искусства до середины XIII века, так как в XIII-XIV веках монголо-татарское нашествие нанесло страшный удар Руси. Развитие ремесел приостановилось, многие мастера были увезены в плен, некоторые виды прикладного искусства исчезли на долгое время. Конечно, со временем искусства возродились, но форма выражения изменилась, вместо отвлеченного, умозрительно-символичного в художественном изображении вступили в действие живая непосредственность чувства и в то же время материальность, конкретность, целесообразность. Раньше тематика декоративно-прикладного искусства была в своей основе космологической, далее в искусстве разрабатываются большие темы человеческого мира.
В основу формы ключа (детали ларца) положен деревянный резной крест, называемый Людогощинским (рис.11). Скульптурный по форме, с четким силуэтом, этот крест выразителен контрастом крупных членений и мелких деталей.
Узор стенок сундучка символичен. Я постаралась использовать в декоре наиболее емкие образы, читаемые без слов и остановилась на тематике "древа жизни".
Модель мира ассоциируется с "древом жизни" или "мировым деревом". Часто рядом с вершиной располагают птиц, орлов и фантастические птицы. Две птицы рядом с древом жизни, как бы дублируют солнце и месяц.
Мировое дерево в мифологической модели мира универсальный символ, объединяющий все сферы мироздания. Может воплощаться в виде собственно дерева, крона которого достигает небес, корни опускаются в преисподнюю, ствол ассоциируется со срединным миром (земля), и других символов - мировая гора, мировой столп, первочеловек и т.д. В древнерусской традиции дерево также символ познания - "мысленна древа". В симметрических композициях, связанных с мировым деревом, воплощаются фундаментальные для мифологии различия между правым и левым, жизнью и смертью. Мировое дерево связывает все основные пространственно-временные координаты: русская загадка говорит о дереве, имеющем 12 сучьев, на каждом - по 4 гнезда, в каждом - по 7 птенцов (год с 12 месяцами). На древе жизни в славянских апокрифах обитают души и сам бог.
Фонарь - сосуд священного огня. Свет и тьма - одно из основных противопоставлений мифологии, соотносящееся с главными элементами мироздания - небом, огнем (солнцем) и водной стихией, преисподней, луной, в конечном счете - с добром и злом. И светильник, как несущий свет призван рассеять тьму, отринуть зло. Фонарь перед входом призван оградить дом, служит своеобразным оберегом от сил тьмы.
1.2 Формообразование и композиция
Изображение любой фигуры, орнамента опирается на подробный анализ формы и контуров, поверхности и размеров.
Джанпаоло Ломаццо:". Для искусства необходимо очень многое, и потому только свободные и сильные люди могут достичь похвал в занятиях им, так как живопись это как бы свод из большинства свободных искусств, а, следовательно, им невозможно заниматься без знания и помощи многих из них, как геометрии, архитектуры, арифметики и перспективы. Ибо без знания линий, поверхностей, глубины, объема и геометрических фигур, что может сделать живописец, когда это и есть главный фундамент его искусства? Без знания архитектуры как сможет он передать глазу дома, дворцы, храмы и другие здания? Без арифметики как сможет он понять пропорции человеческого тела, построек и других предметов в искусстве и природе?"
Технический смысл и красота предмета.
Когда мы рассматриваем изделие, проверяем, как оно работает, и любуемся его формой, то между нашей оценкой "пользы" и "красоты" четкую границу провести нелегко. Иногда практическая польза, конструктивная слаженность и осмысленность вызывают не только практическую удовлетворенность, но и эстетическое переживание.
"Напряжение, выраженное в мосте, - это главное в нем, а не орнамент, которым украшены его перила,." сказал как-то известный режиссер В. Мейерхольд.
В предметах обихода нас радует само конструктивное их строение, соотношение несущих и несомых частей. Но сами типы конструктивного строения предметов далеко не одинаковы. Самый распространенный из них, когда стенки предмета самонесущие (сами себя несут). Но часто стенки только закрывают внутреннее содержание это должно быть ощутимо извне, так как влияет на трактовку поверхности предмета.
индивидуальное оригинальное художественное изделие
Внешний вид изделия может говорить о его тонкости или жесткости, о том, что это не монолитный предмет, а оболочка, в которую заключено что-либо, или просто полезное пространство.
Чтобы ощущать работу конструкции, нужно иметь представление, о материале, о присущих ему механических свойствах. Если бы мы не знали свойств материала, то нас не восхищали бы тонкие изящные металлические конструкции, а сама мера их сечений была бы неощутима.
Человека радует целесообразность предмета, качества, способные вызывать некоторое эстетическое переживание. Как минимум вещь должна внешне соответствовать своему смыслу.
Внешняя форма предмета.
Рассмотрим, прежде всего, характеристики формы изделия как таковой, исключив всякое практическое и эстетическое его содержание. Самые простые - это известные нам основные геометрические формы: параллелепипед, призма, цилиндр, конус. Возможны и соединения этих геометрических тел, врезка и пересечение их в разных комбинациях. Огромное число предметов имеет еще более сложную форму: с очертаниями двоякой кривизны, вхождением внешнего пространства в пределы этого предмета.
Объемно-пространственное строение ларца - это замкнутый объем, состоящий из двух геометрических фигур, параллелограмма и лежащей на нем треугольной призмы. Этот объем мы можем легко очертить, почувствовав его замкнутость по отношению к внешнему пространству. Ножки и кольцо с ключом усложняют пространственную структуру. Ножки, намечая пределы предмета, как бы охватывают некоторое пространство, дают дополнительную плоскость членения. Кольцо с ключом задают устремление вверх, вытягивают форму предмета, объединяют и завершают композицию, являются ее кульминацией.
Для того чтобы просто описать форму предмета, дать словесный эквивалент увиденного, его объективный портрет, нужны какие-то дополнительные признаки, уточняющие общее описание. Форма предмета может быть симметричной и асимметричной.
Известно два основных вида симметрии - зеркальная и осевая.
При зеркальной симметрии относительно средней линии обе половины предмета находятся как бы в зеркальном отражении. Это случай симметрии относительно плоскости, называемой плоскостью симметрии.
Осевая симметрия характерна равноудаленностью точек относительно оси (а не плоскости, как в первом случае). Симметричная фигура как бы вращается вокруг оси, оставаясь в пределах описывающей ее кривой.
"Ларец" обладает зеркальной симметрией (рис.12).
Соотношения.
Каждый предмет характеризуется и своими внутренними соотношениями. Рассматривая его, мы сознательно или подсознательно воспринимаем соотношение этих его величин. Человеческий глаз сопоставляет величины отдельных частей между собой и по отношению к целому. Рассматривая светильник, мы соотносим величину его стенок, крышки, кольца, ключа и ножек, чтобы добиться гармоничного сочетания.
При создании ларца примером гармоничного сочетания частей послужили пропорции традиционного дома. Обоснованием такого решения служит ассоциативный ряд:
Дом-терем (вместилище жизни) Þ сундук - ларец (место для хранения) Þ фонарь в форме ларца (вместилище света).
С понятием "соотношение" тесно связаны понятия контраста и нюанса.
Контрастен может быть и сам предмет по отношению к его окружению (так контрастно металлическое блюдо на фоне ворсистого ковра).
Примеры нюансных, сближенных соотношений столь же часты. Здесь степень сходства (или несходства) может быть едва заметна.
У сложного многочастного предмета еще больше сопоставлений по величине, по его пластическому характеру, фактуре, и эти сопоставления могут, естественно, быть также контрастными и нюансными.
В данном случае, изделия с использованием большого количества декора использование контрастных соотношений нецелесообразно и стилистически не оправдано.
Материал.
Материалом для стенок ларца послужил листовой алюминий. Просечной металл используется для фонового эффекта, удерживает и предохраняет стекла, смягчает свет. Ажур придает легкость, создает светотеневой театр, придавая обстановке камерность.
Гармоничная форма, композиция.
Гармоничная форма предмета обладает рядом необходимых качеств. Она органична и целостна, ее части пропорциональны и ритмичны, вся она соразмерна человеку и предметному окружению, пластична, цвет ее радует глаз.
Завершенность композиции несложного предмета сводится к тому, что весь он решен цельно и воспринимается как естественно созданный (можно проследить один какой-нибудь признак).
Если предмет состоит из нескольких частей, то задача сложнее: каждая из них должна нести отзвук целого, соотноситься с целым. Когда детали предмета подобны, подобие их объединяет; когда же они контрастны, то объединяющим началом становится контраст.
Стенки ларца подобны, узор решен в едином стиле.
Принадлежность каждой части, детали предмета целому убедительна тогда, когда деталь естественно, органически примыкает к основной массе, телу предмета. Обычно на нем мы различаем как бы некоторую подготовку детали к примыканию.
Узоры стенок одновременно разграничивают и объединяют ровные матовые поля уголков.
Процесс восприятия разделяется, как правило, на два основных этапа: первый из них - анализ, второй - синтез. Сначала человек разглядывает, изучает, затем обобщает, синтезирует. Это происходит мгновенно и, как правило, не осознается человеком. Процесс синтезирования, складывания деталей в нечто общее, целостное доставляет эстетическое удовлетворение. Но когда в нас, как в зрителях, созерцающих тот или иной предмет, не возникает побуждения к синтезированию, мы остаемся неудовлетворенными. Человек может воспринимать одновременно только ограниченное количество элементов (не больше 6-7). Когда их больше, то в сознании происходит объединение их в группы.
Охватывая взглядом светильник мы сначала видим его целиком, затем различаем группы. Но, присматриваясь к каждой группе, прочитываем в ней отдельные фигуры, улавливая их взаимосвязь - смысловую и композиционную.
Объединение деталей или их группировка достигается разным путем: окаймлением, цветным контуром или рельефом.
Узорчатые стенки ларца объединены монотонной ровной линией уголка.
Важнейшим качеством органичной композиции является соподчиненность ее частей. Представим себе каждую из составных частей целого как бы "законченной в себе", автономной. В этом случае она уже не будет как-либо связана с другой, соседней частью и выпадет из целого: изделие будет состоять из отдельных самостоятельных элементов, и его целостность будет чисто механической.
Соподчинение частей композиции связано с симметрией. Ось симметрии (или плоскость симметрии) всегда композиционно объединяет составляющие элементы.
Пропорциональность и ритм
Пропорции - одно из составляющих выразительности объекта, они как-то обозначают его характер. Поэтому пропорционирование, т.е. приведение всех частей и деталей целого в определенный пропорциональный строй, является средством гармонизации.
Было установлено, что существует много различных математических соотношений, рациональных и иррациональных, которые были положены в основу пропорций самых замечательных памятников искусства.
К наиболее бесспорным относится так называемое золотое сечение.
Золотое сечение, золотая пропорция, гармоничное деление. Уже в древности важнейшей проблемой в искусстве и эстетике было деление отрезка АВ точкой Р так, чтобы больший отрезок АР относился к меньшему РВ так, как весь отрезок АВ относится к большему. При введении неизвестного х = АР и при обозначении всей длины отрезка АВ равной а задача сводится к решению следующего уравнения:
а: х = х: (а - х), т.е. х2 + ах - а2= 0.
Если выстроить ряд золотого сечения, то соотношение одного отрезка к другому будет иметь постоянную величину. Если взять отрезок за единицу и разделить его в золотом сечении, то больший отрезок будет равен 0.618, а меньший 0,382, и эту операцию (деля меньший отрезок в том же отношении) можно повторять, получая при этом ряд золотого сечения.
При проектировании размеров стенок ларца я руководствовалась "принципом золотого сечения".
Задавшись длинной стенки ларца, я вычислила ее высоту.
В предметном мире пропорции приобретают важную роль, когда человек может их реально воспринять, когда, наблюдая предмет, он действительно соотносит какие-то величины.
Ощущение пропорции светильника, достигается в соизмерении его высоты и ширины, а также величины ножек и кольца. Величина предмета определяется средой в которой он находится, так "Ларец" будет гармонично вписываться в интерьер средних размеров прихожей.
Ритм - это имеющее внутреннюю закономерность чередование некоторого числа элементов. Ритм в построении светильника задан чередованием элементов в узоре стенок.
Ритм касается не только соотношения величин или цветовых пятен, но и направлений. Если в композиции господствуют вертикали и горизонтали, то они создают соответствующий ритм направлений. Если к этому прибавить направленную под углом деталь или линию, то этим самым привносится уже чужеродный мотив, не входящий в общий, уже определившийся ритм.
В случае повторения одних и тех же величин образуется так называемый метрический ряд. И здесь, хотя соотношений, по сути дела, нет, может родиться своя выразительность. Простой повтор также использован в узоре ларца, это круг-крест, элемент, объединяющий узоры стенок.
Масштабность.
Понятие масштабности является важной характеристикой предмета. Оно основано на сопоставлении величины рассматриваемого предмета и наших представлений об этой величине. Оказывается, что произвольно увеличивать или уменьшать изделие, имеющее какой-либо функциональный или художественно-эстетический смысл, нельзя. Человеку свойственно стремление связывать все создаваемое им с определенной величиной. Отклонение от этого вызывает внутренний протест, а вместе с ним и эстетическую неудовлетворенность. Истоки этого, как считают многие исследователи, в свойственном сознанию человека внутреннем "мериле" величин.
Нам присуще связывать величину, весомость со значительностью содержания, важностью роли. Исходя из этого, я считаю необходимым вставить внутрь ларца стекла, что не только даст игру света, но и значительно утяжелит легкое (из-за использования алюминия в качестве материала) изделие.
В декоративных композициях иногда желательно сосредоточить внимание на одних частях изображения и не задерживать его на других. В таких случаях можно использовать заполнение некоторых мест большим количеством деталей. Такие участки рисунка кажутся крупнее.
И, наконец, масштаб невольно связывается в человеческом сознании с окружением. Один и тот же предмет может показаться громоздким или, напротив, ничтожным в зависимости от окружающего его пространства.
Как же добиваются определения нужной, оптимальной масштабности и какими средствами?
Прежде всего - выбором такого размера, который соответствует нашим представлениям и не нарушающего соотношения предмета с человеком или с материальным окружением (предметами, архитектурой) и пространством.
К масштабности, однако, не следует относиться как к догме. Преуменьшая или преувеличивая масштаб, проектировщик изменяет художественный облик предмета или среды. К подобному сочетанию взаимоисключающих начал прибегают как к средству создания необычного, "нереального", масштаба, что и формирует художественный "сказочный" образ. В нашем случае светильник, приближенный по форме к ларцу, сундучку, имеет значительно меньший размер.
Иногда мы воспринимаем предмет как Цветовое пятно, а уже потом как объем. Цвет и цветовые сочетания могут быть очень активными, а могут быть и нейтральными, могут настораживать или расслаблять.
Цвет влияет на наше восприятие реального пространства: цвета "теплого" спектра зрительно приближаются. Темные цвета делают предметы зрительно веcoмee, массивнее, чем светлые. Вместе с тем теплые цвета связываются с большим весом, чем холодные. Окраска влияет и на восприятие величины: светлое пятно на темном фоне кажется больше, чем равновеликое ему темное.
Мы воспринимаем цвет, как правило, в сочетании с другими смежными цветами. В результате этого складывается общая, воспринимаемая человеком картина.
Отношение цветов между собой могут быть контрастными, а могут быть и сближенными - нюансными.
При окраске изделия я добивалась контрастного светотеневого решения, чтобы фонарь был выразителен и при выключенном состоянии, я окрасила стенки "ларца" в темно - серебристый цвет и вставила внутрь молочно-белые стекла.
Вывод.
В результате исторического анализа, творческого исследования я разработала модель светильника который может быть использован
в современном интерьере,
ландшафтном дизайне,
кафе,
студии,
магазине,
в качестве дополнения интерьера с элементами древнерусского стиля.
2. Технологическая разработка 2.1 Альтернативные способы изготовления изделия и его элементов
Образец изделия был выполнен при помощи выпиливания лобзиком из листового алюминия, стенки, ключ и дно представляют собой узорчатые решетки.
Ножки выполнены литьем по выплавляемым моделям.
Боковые стенки крепятся друг с другом и дном заклепками. Таким же способом соединяются стенки крышки. Ножки соединяются с изделием резьбовым соединением
Крышка соединяется с нижней частью подвижно, при помощи петель, что позволяет открывать "Ларец".
Петли крепятся с крышкой и нижним коробом аналогично креплению стенок, т.е. заклепками.
2.1.1 Альтернативные способы изготовления стенок изделияУзорчатые стенки ларца можно изготовить методами холодной листовой штамповки на вырубных штампах и по технологии плазменной резки на станках с ЧПУ.
Листовая штамповка, листовое штампование - изготовление полуфабрикатов, деталей и готовых изделий из листовых металлических заготовок деформированием их под действием давления.
В качестве заготовок используют ленту, полосу, лист. Штампуют обычно холодные заготовки. При малой пластичности материала или при недостаточной мощности оборудования штампуют горячие заготовки. Основные операции Л. ш. - разделительные и формоизменяющие. В результате разделительных операций деформируемая часть заготовки разделяется при сдвиге материала по заданному контуру; к ним относятся отрезка, разрезка, вырубка, пробивка, проколка, обрезка, надрезка и зачистка. В формоизменяющих операциях деформированная часть заготовки изменяет свои формы и размеры, материал перемещается без разрушения; к ним относятся гибка, скручивание, навивка, раздача, обжим, отбортовка, вытяжка, рельефная формовка и др.
Л. ш. осуществляют в штампах, состоящих, как правило, из неподвижной и подвижной половин, несущих рабочие части (матрицу и пуансон), при сближении которых помещенная между ними заготовка деформируется. Половины штампов закреплены в прессе. Неподвижная половина - на столе, подвижная - в ползуне (исполнительном механизме). Рабочие части штампов изготовляют из инструментальных сталей; при мелкосерийной штамповке деталей из алюминия и др. мягких материалов применяют различные заменители (пластмассы, прессованную древесину и др.).
Точность деталей, полученных Л. ш. (по большинству операций), оценивается 3-4-м классом, отдельные операции - зачистка, специальные приёмы вырубки и пробивки, вытяжка с утонением, калибровка обеспечивают 2-й класс. При холодной Л. ш. качество поверхности листовых заготовок в большинстве случаев сохраняется, поэтому при штамповке из холоднокатаных материалов чистота поверхностей деталей - 6-8-го класса. Удельная прочность, характерная для заготовок из проката, после Л. ш. не понижается, а, напротив, в результате некоторых формоизменяющих операций вследствие сопутствующего им упрочнения материала повышается.
Обычная вырубка и пробивка листового металла дают неровную слегка криволинейную и шероховатую поверхность среза. В нашем случае требуется гладкая и перпендикулярная поверхность среза. Этого можно добиться последующей доработкой на фрезерных и шлифовальных, полировальных станках, что малопроизводительно и дорого. В этом случае более эффективно применять способы чистовой вырубки и пробивки, имеющие значительные преимущества по сравнению с механической обработкой резанием и дающие гладкую полированную поверхность среза, перпендикулярную к плоскости изделия, при повышенной точности изготовления.
Сущность способов чистовой вырубки заключается в создании высокого давления на заготовку и изменении схемы напряженного состояния металла в зоне резания. В результате весьма высокого поверхностного давления на заготовку в зоне резания возникает напряженное состояние объемного сжатия, которое
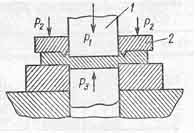
Рис.1.
Чистовая вырубка способствует устойчивости пластической деформации и пластическому течению металла. Вследствие этого в процессе вырубки скалывающие трещины не возникают, а срез получается чистым по всей толщине заготовки. На рисунке 1. приведен наиболее распространенный способ чистовой вырубки с поперечной осадкой заготовки. В этом способе применен метод местного вдавливания прижима 2, снабженного клиновым ребром, идущим вдоль наружной конфигурации пуансона. При вдавливании ребра происходит вытеснение металла заготовки к режущим кромкам и создание интенсивного гидростатического давления в зоне резания. Опускающийся вслед за этим вырубной пуансон 1 вырезает деталь с гладкой и перпендикулярной поверхностью среза, соответствующей 8-9 классу шероховатости поверхности по ГОСТ 2789 - 73.
Чистовую вырубку обычно производят на гидравлических или механогидравлических прессах тройного действия.
Предполагаемые операции в производстве стенок ларца:
1. Раскрой листового материала.
2. Вырубка из материала заготовки необходимых размеров
Вырубка - операция с целью отделения заготовки от проката, разделения заготовки на части, проделывания пазов и канавок.
3 - Вырубка с просечкой орнамента
Просечка - одна из разделительных операций по пробиванию отверстий, узоров в листовой металлической заготовке.
Достоинства метода - высокая точность получаемых деталей, гладкая и перпендикулярная поверхность среза, высокая производительность оборудования, снижение массы при увеличении прочности и жесткости штампованных из листа деталей по сравнению с литыми.
Недостатки - для выполнения изделия требуется изготовить штампы сложной конструкции с большим количеством сменных матриц и вырубных пуансонов.
Плазменная резка на станке с ЧПУ "Гранат ППлКЦ-2.5".
Основой организации работы гибкого автоматизированного участка (ГАУ) тепловой резки являются сменно-суточные задания, которые содержат перечень номеров карт раскроя в технологической последовательности вырезки. Для реализации сменно-суточных заданий оператором УВК формируется библиотека управляющих программ на диске.
Листы металла с линии очистки поступают на модуль складирования ГАУ и укладываются в пачки, совокупность которых вместе с роботом перегружателем листов образует буферный склад. Технологический маршрут включает в себя следующие рабочие позиции: загрузки, резки, разгрузки.
Робот-перегружатель листов производит погрузку по одному листу из пачки на входную позицию транспортной системы.
Затем раскроечная рама с листом поступает к машине тепловой резки, которая с помощью специального датчика определяет наличие листа в районе машины, положение листа относительно направляющих рельс, автоматически изменяет управляющие программы, обеспечивает автоматический выход резака к углу и к точке начала реза.
Машина производит вырезку листовых деталей по управляющей программе, переданной из УВК в систему управления 2Р32Т, после чего возвращается в исходное положение. В процессе резки машины с помощью стабилизатора высоты СВР обеспечивается автоматическое поддержание постоянного расстояния от рабочего инструмента до поверхности листа.
При поступлении от УЧПУ сигнала об окончании выполнения управляющей программы и возврата машины в исходное положение УВК передает команду в контролер напольных средств на отправку раскроечной рамы с деталями на конечную позицию разгрузки, где включается вызов на обслуживание роботом-переключателем деталей.
После снятия всего раскроя деталей и отходов подается сигнал на отправку пустой рамы на входную позицию.
Достоинства метода - главное свойство ГАУ - это способность обеспечить непрерывный процесс вырезки листовых деталей неограниченного множества марко-типоразмеров на текущий и перспективный планы производства.
Недостатки - необходима высокая квалификация технологов, конструкторов, математиков-программистов, дорогостоящее оборудование.
2.1.2 Альтернативные способы изготовления ножек ларцаДля изготовления данной отливки невозможно использовать метод литья в песчано-глинистые формы, это связано с малым размером изделия и сложной конфигурацией а, следовательно, большим количеством разъемов (минимальное количество разъемов - 4). Объемная форма изделия отвергает использование вакуумно-пленочного метода. Изготовление кокилей и пресс форм очень дорого и рентабельно лишь при массовом производстве.
Рассмотрим возможные альтернативные методы изготовления данной отливки в различных формах, учитывая преимущества и недостатки того или иного метода, и выберем наиболее оптимальный метод наиболее экономичный с точки зрения обеспечения качества отливки в соответствии с требованиями технологического процесса.
Литье по выплавляемым моделям.
Универсальный способ получения художественных отливок любой массы, сложности и из различных сплавов.
Сущность литья по выплавляемым моделям заключается в использовании точной, неразъемной, разовой модели, на которую из жидких огнеупорных материалов изготавливают неразъемную керамическую оболочковую форму, из которой модель выплавляется. В образовавшиеся пустоты заливается расплав.
Обычно модели изготавливают в пресс формах, свободной заливкой или запрессовкой пастообразного или пластифицированного модельного состава.
Формирование оболочковой формы включает приготовление суспензии, смачивание ею модельных блоков, обсыпку блоков зернистым огнеупорным материалом и сушку блоков.
Керамическая суспензия позволяет точно воспроизвести контуры модели, а образование неразъемной литейной формы с малой шероховатостью поверхности способствует получению отливок с высокой точностью геометрических размеров и малой шероховатостью поверхности, что значительно снижает объем механической обработки отливок. Припуск на механическую обработку составляет 0,2-0,7 мм. Заливка расплавленного металла в горячие формы позволяет получать сложные по конфигурации отливки с толщиной стенки 1-3 мм и массой от нескольких граммов до нескольких десятков килограммов из жаропрочных трудно обрабатываемых сплавов.
Достоинство метода - по данному методу можно получить отливку, приближенную по размерам и массе к готовому изделию с малыми припусками на механическую обработку или, как в моем случае с низким классом точности, без них.
Недостатки - использование метода литья по выплавляемым моделям сопряжено с большой трудоемкостью производства, применением дорогостоящих материалов.
Литье в гипсовые формы.
Этим способом можно изготавливать любые художественные изделия из цветных сплавов и драгоценных металлов. Отливки из алюминия, меди изготавливают в гипсовых формах, нагреваемых до 8000С.
Формы делаются на основе гипса, как связующего, с огнеупорными наполнителями: асбест, кристобалит, кварцевый песок, динос, шамот.
Сухую гипсовую массу добавляют в воду: на 1 кг сухой массы дают 360 - 400 мл воды.
После подготовки модельной оснастки приступают к изготовлению форм. Модель первоначально окрашивают гипсовой смесью при помощи мягкой кисточки, тщательно заполняя все неровности формы. При изготовлении опок с выплавляемыми моделями (как в нашем случае) смесь заливают по краям опоки, так как интенсивном гипсовом потоке модели могут отломиться от литника.
Опоку с залитой смесью помещают на вибростол на 3 - 4 минуты.
После окончания формовки и отверждении гипсовой массы постоянные модели извлекаются из формы.
Формы выдерживаются от 1 до 3 часов в зависимости от их величины. Из форм по выплавляемым моделям модельный состав выплавляется в электрошкафах при температуре 1500С. При выплавлении таким методом значительная часть модельного состава впитывается в форму, что ухудшает качество отливки. При использовании высококачественных высокопрочных гипсов возможно удаление модели в горячей воде, при этом пропитка формы резко уменьшается.
Режим термообработки затвердевших форм зависит от состава смеси, габаритов формы, вида заливаемого сплава, способа удаления модели из формы и конструкции литниковой системы.
Оптимальным является нагрев со скоростью 250 - 3000 в час. Гипсовые формы для выплавляемых моделей следует нагревать медленно, так как они кроме влаги содержат впитавшийся модельный состав, что приводит к его горению, в результате чего образуется большое давление и форма может разрушиться.
Прокаливание форм для заливки алюминиевых сплавов рекомендуется при температуре 500 - 6000С. Время прокаливания зависит от размера формы и составляет от 3 (в нашем случае для мелкого изделия) до20 часов.
После прокаливания формы охлаждают до температуры заливки. Для алюминия это 150 - 2500С. Температура также зависит от толщины отливки. Охлаждение форм после прокаливания рекомендуется проводить со скоростью 2000С в час.
Заливка или свободная или при сложном рельефе принудительное заполнение под давлением или центробежным способом. При заливке под давлением торцевая поверхность гипсовой формы, где устанавливается литниковая чаша, должна быть ровной, для этого торец формы тщательно выравнивают, следя, чтобы внутрь не попал гипсовый порошок.
После затвердевания форму помещают в воду. Размокший гипс легко удаляется, отливку очищают и обрабатывают полировкой или на пескоструйной машине.
Достоинство метода - метод литья в гипсовые формы позволяет получить отливки с чистой поверхностью, точными размерами и хорошим отпечатком рельефа.
Недостатки - при изготовлении формы по постоянной модели, так как моя отливка имеет сложную конфигурацию необходимо делать большое количество разъемов, что увеличивает финишные операции на зачистку швов; при изготовлении формы по выплавляемым моделям увеличивается газификация, чистота поверхности отливки ниже, чем при литье по выплавляемым моделям.
Литье по газифицируемым моделям
Для изготовление газифицируемых моделей применяют специальный пенополистерол. Изготовленную газифицируемую модель с литниковой системой окрашивают, формуют сухим песком или жидкоподвижной смесью и заливают металлом. Под действием высоких температур модель газифицируется, и ее место занимает металл.
Для художественного литья используется пенополистерол ПСБ-1Д. К пенополистеролу предъявляются следующие требования:
1) при минимальной плотности он должен обладать достаточной прочностью, чтобы не нарушать конфигурацию при формовке;
2) модели должны иметь чистую и гладкую поверхность;
3) противопригарные краски должны хорошо смачивать модель и при высыхании сохранять сцепление;
4) температура газификации должна быть ниже температуры заливаемого металла;
5) скорость газификации должна быть достаточной для того, чтобы расплавленный металл мог заполнить полость формы до кристаллизации;
6) при взаимодействии с жидким металлом пенополистерол должен разлагаться с выделением минимального объема газообразных веществ;
7) зольность пенополистерола должна быть минимальной.
Для приготовления форм в качестве наполнителя можно использовать сухой огнеупорный материал без связующего, однако применение такого материала требует полного выполнения параметров заливки, то есть температуры металла, степени уплотнения наполнителя и скорости подъема металла в форме. При несоблюдении этих условий возможно обрушение наполнителя, что приводит к браку. Для получения качественных оливок при литье этим способом обычно используют песчано-цементные и жидкостекольные самотвердеющие смеси.
Преимуществами этого способа являются: отсутствие линии разъема у модели, выполнение отливок любой сложности, исключается операция извлечения модели и отделки форм, не нужно делать формовочные уклоны, отсутствуют отдельно изготовляемые стержни, при формовке можно применять сыпучий материал без связующих, следовательно, отпадает процесс приготовления формовочных смесей.
Недостатки - при сгорании пенополистерола выделяется большое количество газа, что приводит к образованию газовых раковин, а также к загрязнению окружающей среды, вредит здоровью рабочих, требует оборудования специальной системы вентиляции.
2.2 Обоснование выбора принятой технологииНа основании анализа трех вариантов изготовления ножек ларца я считаю наиболее экономичным с точки зрения обеспечения качества отливки метод литья по выплавляемым моделям в оболочковые формы.
Для изготовления стенок изделия я считаю рациональным использовать технологию плазменной резки на станках с ЧПУ. При изначально более высоких, чем при методе листовой штамповки капиталовложениях, метод плазменной резки на станках с ЧПУ дает более быструю окупаемость. Выходными параметрами расчета годового экономического эффекта являются следующие: сокращение численности основных рабочих; уменьшение трудоемкости изготовления листовых деталей; уменьшение производственных площадей; окупаемость средств; повышение производительности труда, улучшение качества изготовления плоских деталей за счет инвариантности производственного процесса от человека; решения социальных вопросов, в частности, освобождение человека от вредных условий труда в процессе вырезки деталей
2.3 Выбор материала для изготовления изделияФонарь в форме ларца состоит из 15 частей. Это 4 боковые стенки (1 - 3), дно (6), 4 стенки крышки (4,5), 4 ножки (7), ключ (7) и кольцо (10).
Конструкция изделия представлена на сборочном чертеже.
Материал, стиль и назначение изделия предполагают использование недорогого сплава белого цвета.
Материал стенок, дна и ключа - листовой алюминий марки АД. М1.5х600х2000 ГОСТ 21631 - 76.
Для плазменной резки применяют алюминиевые деформируемые отожженные листовые материалы.
Таблица 1. Химический состав алюминиевых деформируемых отожженных листовых материалов по ГОСТ 21631 - 76 (ост. Al).
| Марка | Si | Fe | Cu | Mg | Mn | Cr | Ti | Zn |
r, кг/м3 |
| АД | 1 | 0.05 | 0.05 | - | - | 0.05 | 0.10 | 2.71 | |
| АДОО | 0.20 | 0.25 | 0.03 | 0.03 | 0.03 | - | 0.03 | 0.07 | 2.7 |
| АМг2 | 0.40 | 0.30 | 0.15 |
0.10- 0.50 |
0.10 | 0.05 | 0.15 | 0.15 | 2.69 |
Таблица 2. Размеры листов при толщине 1.5мм в зависимости от марки сплава (мм.).
| Марка сплава | ширина | длина |
| АД |
600, 800 900, 1000 |
2000 |
| АДОО | ||
| АМг2 | 1000, 1200,1400, 1500 |
От 2000 до 7000 |
Технологические требования для алюминиевых листовых материалов применяемых для плазменной резки на станках с ЧПУ.
1). Листы из алюминия марок АД, АДОО, АМг2 изготовленные по ГОСТ 4784-74.
2). Для плакировок листов в зависимости от марки сплава применяют алюминий химическим составом:
Таблица 3. Химический состав сплава для плакировки листов из сплава АД.
| Марка |
Al не менее |
Si | Fe | Cu | Mg | Mn | Ti | Zn |
| АД | 99.3 | 0.3 | 0.3 | 0.02 | 0.02 | 0.05 | 0.15 | 0.1 |
3). Толщина плакирующего слоя на каждой стороне листа от фактической толщины листа в % при плакировке: при толщине от 0.5 до 1.9мм - не более 1.5%.
4). Механические свойства должны соответствовать требованиям:
временное сопротивление sв - 60МПа,
относительное удлинение при l=11.3√F d% - 30.
5). Листы должны быть обрезаны по торцам под прямым углом. Косина реза не должна выводить листы за предельные отклонения по ширине и длине (+8 и +25). На кромках обрезанных листов не допускаются заусенцы и расслоения, надрывы и трещины.
6). Поверхность листов должна быть глянцевая или матовая без трещин, рванин, расслоений, пузырей, пережога, налета селитры, пятен карозионного происхождения, диффузионных пятен, шлаковых включений.
7). На лицевой стороне не допускаются светлые и темные полосы, параметры шероховатости не должны быть более Rа=1.25мкм на базовой длине 0.8мм по ГОСТ 2789-73.
Материал ножек ларца.
Ножки служат опорой для подвесного сундучка - светильника, придавая ему многофункциональность (возможность использования как подвесного, так и напольного варианта фонаря), но сам светильник изготовлен из алюминия и имеет очень малый вес, так что нет особых требований к прочностным свойствам сплава.
Материал, стиль и назначение изделия предполагают использование недорогого сплава белого цвета.
Для ножек используем литейный алюминиевый сплав. К литейным сплавам предъявляются высокие требования. Они должны обладать высокой жидкотекучестью, сравнительно небольшой усадкой, малой склонностью к образованию горячих трещин и пористости в сочетании с хорошими механическими и технологическими свойствами.
Температура плавления алюминиевого сплава » 5500С. Температура заливки = 650 - 7200С
Принимаем для данной отливки алюминиевый сплав первой группы АК12 (АЛ2).
Выбор сплава обусловлен его литейными и механическими свойствами.
Алюминиевые сплавы делятся на 5 групп:
1). на основе Al - Si (силумины)
2). Al - Si - Cu
3). Al - Cu
4). Al - Mg
5). Al - Ti, Ni, Zn.
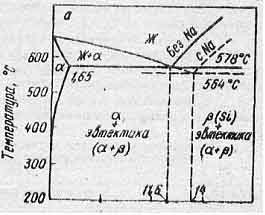
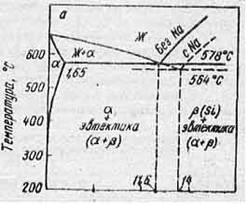
К первой группе относятся такие сплавы, как АЛ2, АЛ9, АЛ34. Эти сплавы
Рис.2. Диаграмма состояния Al-Si. широко распространены в связи с высокой жидкотекучестью, малой склонностью к образованию трещин. Сплавы этой группы имеют повышенную карозионную стойкость, высокую плотность. Из-за роста зерен с повышением содержания кремния перед заливкой сплав необходимо модифицировать солями NaCl, NaF.
Cплавы второй группы АЛ3, АЛ5, АК7Н2, АЛ32. Из этих сплавов изготавливают отливки с повышенной твердостью, прочностью, стабильными размерами и точной геометрической формы. После легирования сплавов этой группы компонентами, содержащими от 4 до 8% Si и от 1 до 8%Cu, они обладают более высокими жаропрочными свойствами, малой линейной усадкой, но более склонны к образованию усадочной пористости и трещинообразованию при затрудненной усадке.
Сплавы третьей группы АЛ7, АЛ19, АЛ33 обладают высокими механическими свойствами, но склонны к образованию усадочных трещин, обладают низкой жидкотекучестью.
Сплавы четвертой группы АЛ8, АЛ13, АЛ23, АЛ27 имеют малую плотность, высокую карозионную стойкость и прочность. Их применяют для отливок работающих при вибрации. Литейные свойства этих сплавов низкие, повышенная склонность к окислению, образованию усадочных трещин, пониженной жидкотекучестью.
Сплавы пятой группы АЛ1, АЛ11, АЛ21, АЛ25. АЛ30 применяют для изготовления отливок, работающих при повышенных температурах и давлении. Эти сплавы имеют склонность к образованию горячих трещин.
Для художественных отливок обычно применяют сплавы 1 и 2 групп. Выбираем сплав первой группы - АК12 (АЛ2).
Таблица 4. Состав АК12 по ГОСТ 2685 - 75.
| марка | осн. компоненты | примеси, % не более | ||||||
| Si | Al | Mg | Mn | Cu | Zn | Fe | S примесей | |
| АК12 | 10 - 13 | ост. | 0.1 | 0.5 | 0.6 | 0.3 | 1 | 2.5 |
2.3.1 Физико-механические свойства материала изделия
Технологические свойства АК12 (АЛ2), по ГОСТ 2685 - 75.
Предел прочности σв - 14 - 16 кг/см2
Относительное удлинение δ - 2-4%
НВ - 50 кгс/мм2
Температура плавления 5770С.
Температурный интервал кристаллизации 5770С.
Температура литья 6680 - 7200С.
Линейная усадка 0.9%.
Жидкотекучесть при 7000С - 420мм.
Склонность к газификации высокая.
Коррозионная стойкость - хорошая
Рабочая температура не более 2000С
2.3.2 Технология плавкиПеред плавкой печь или тигель тщательно очищают от остатков шлаков и металла от предыдущих сплавов. Тигли изложницы и плавильный инструмент (мешалки, шкребки) очищают от окалины, следов расплава и окрашивают защитной краской. Ковши подогреваются до 500 - 7000С.
Загрузка шихты производится в нагретую до 700 - 7500 печь. Тигель греют до красного каления. В печь или тигель загружают подогретый черновой силумин - первичный или вторичный, пироплавкие лигатуры и отходы собственного производства.
Магний вводят при температуре 720 - 7300С при помощи окрашенного колокольчика. Температура сплава не должна превышать 7500.
Алюминиевые сплавы легко окисляются при расплавлении, насыщаются водородом и другими не металлическими включениями. При комнатной температуре алюминий покрывается тонкой 0.01 микрометров плотной пленкой окиси алюминия. При повышенной температуре, особенно выше температуры плавления алюминия (660.50С) толщина этой пленки возрастает. Плотность Al2O3 - 3.5г/см3, что выше плотности самого алюминия (2.71г/см3), а температура плавления 20500С.
Al2O3 адсорбирует пары воды. Влага разрыхляет структуру окисной пленки и облегчает проникновение газов в металл. Кроме того, прочность пленки снижается, она разрывается, и ее частички опускаются вглубь. При неумелом перемешивании частички окиси алюминия распределяются по массе металла, вызывая ухудшение жидкотекучести и резкое снижение механических свойств.
Для получения высококачественных сплавов плавку ведут под флюсом, применяют рафинирование и модифицирование.
Покровные флюсы должны обладать меньшим удельным весом, чем металл, минимальной гигроскопичностью, легко отделяться от основного металла. Для сплавов алюминия применяются флюсы в виде смесей хлористых и фтористых солей. В зависимости от вида сплавов применяют три вида флюсов:
Таблица 5. Состав флюсов для плавки алюминия.
|
NaF% |
NaCl% |
KCl |
Na3AlF6% |
|
| 1 | 60 | 25 | - | 15 |
| 2 | 40 | 45 | - | 15 |
| 3 | 30 | 50 | 10 | 10 |
Эти флюсы выпускают в виде таблеток. Принимаем для АЛ2 первый флюс.
Рафинируют, дегазируют и модифицируют сплавы следующим порядком: на поверхность расплавленного сплава высыпают предварительно нагретый до 250 - 3000С флюс.
Через 3 - 4 минуты образовавшуюся корку рубят и замешивают в течение 2 - 3 минут. Снимают этот флюс, замеряют температуру и заливают в формы.
Для повышения качества металла можно провести дегазацию - процесс удаления газа из расплава. Этот процесс производится несколькими методами:
1. Выстаивание жидкого металла в атмосфере сухого азота.
2. Путем пропускания через расплав активных и инертных газов (гелий, азот).
3. Обработка расплава титановой стружкой.
Рассчет литниково-питающей системы.
Для литниково-питающих систем I типа применяют способ расчета по модулям охлаждения (приведенным толщинам).
Исходными данными для расчета является модуль охлаждения массивного узла отливки и ее масса.
Модуль охлаждения сечения питателя (отношение площади сечения питателя к его периметру) определяют по формуле:
δn=24√δ30·G3√ln/δcт,
где δ0-модуль охлаждения отливки или ее массивного узла (δ0=d/6=24/6=4); G - масса отливки, г (100г); ln - длина питателя, мм; δcт - модуль охлаждения сечения стояка (отношение площади сечения стояка к его периметру);
δcт=24√δ30G3√ln/δn
Диаметр стояка dст находим, пользуясь известными G, δ0, ln по таблице.
При весе отливки 100г, δ0=4, dст=30мм; δn (при ln=4мм) =3.75
Значение ln выбираем из условий сборки блоков моделей и отрезки отливок.
Найдем площадь поперечного сечения питателя из формулы для расчета модуля охлаждения:
Т.к. питатель имеет прямоугольную форму
δ0=а·b·c/2 (a·c+a·b+b·c),
где δ0= δn=3.75, b - длинна питателя = 4мм, с - ширина питателя = 3мм,
тогда высота питателя, а = 2мм.
Площадь питателя поперечного сечения питателя = a·c =2·3 = 0.6см2
Диаметр воронки=2.8 от диаметра стоякаDв=dст·2.5=30·2.5=75мм
Высота воронки равна диаметру: hв=Dв=75мм
Баланс металла.
Масса отливок определяется по массе одной отливки и количеству отливок в форме: mотл=4·100=400гр. Масса литников и прибылей определяется расчетом объема литниковой системы по размерам и плотности сплава.
mлс= Vлс·ρал2 (ρал2= 2.7г/см3)
Vлс= Vп+Vст+Vв
Vп=Sп·lп= 6·4= 0.24см3·4шт=0.96см3
Vст=π·r2·h= π·1.52·6.5= 45.9225см3
Vв=1/3·π·h· (r2+ r12+ r·r1) =1/3·π·7.5· (1.52+3.752+1.5·3.75) == 172.209375см3
Vлс= 0.96+45.9225+172.209375=219.091875см3
mлс= 219.091875·2.7=591.548≈592г
Масса брака рассчитывается по принятому проценту брака от массы годных отливок, которая принимается в зависимости от сложности отливки и толщины ее стенок в пределах 3-5%. Принимаем процент брака - 3%: mб =400·3/100= 12г
Скрап и сливы принимаем - 2%: mСС=1004·2/100= 20,08г
Угар и безвозвратные потери в зависимости от рода сплава и типа плавильного агрегата 3-6%. Для сплава АК12 (АЛ2) и плавки в печах сопротивления принимаем - 5%: mу=1004·5/100= 50.2г
Таблица 6. Баланс металла на одну форму.
| составляющие | масса, кг | % |
| Годные отливки | x×m=4 0.1=0.4 | 37 |
| Брак | 0.012 | 3 |
| Литники и прибыли | 0.592 | 55 |
| Залито | 1.004 | 93.5 |
| Скрап и сливы | 0.0201 | 2 |
| Угар и безвозвратные потери | 0.0502 | 5 |
| Всего | 1.0743 | 100 |
Расчет шихты для плавки сплава методом подбора.
Важнейшие свойства сплава зависят от химического состава, необходимый состав можно получить путем подбора компонентов шихты с известным содержанием контролируемых элементов.
Для расчета шихты необходимо знать химический состав всех исходных шихтовых материалов и приготавливаемого сплава. Кроме того, необходимо учесть угар элементов, зависящий от типа плавильного агрегата.
Методом подбора, задаются массами компонентов шихты так, чтобы их сумма была равна 100%. Далее рассчитывают, какую долю каждого элемента химического состава вносит каждая составляющая шихты.
В числе исходных шихтовых материалов в обязательном порядке используется весь возврат производства, полученный при составлении баланса металла на одну форму (сумма брака, литников и прибылей, скрапа и сливов, выраженная в процентах). Остальные компоненты шихты выбираются и рассчитываются исходя из обеспечения заданного в технических условиях на изделие химического состава, с учетом угара элементов в зависимости от принятого плавильного агрегата. Этими компонентами являются свежие сплавы в чушках, ферросплавы и корректировки по отдельным элементам химического состава.
Примем следующие шихтовые материалы:
возврат производства, алюминий в чушках АК11М2 (Si - 10-12%, Cu - 1.5 - 3.5%, ост. Al, примеси - 3%).
Угар элементов: 1%кремния, 1%меди и 2%алюминия.
АК12 (АЛ2), состав по ГОСТ 2685 - 63:
Таблица 7. Расчет шихты для плавки сплава АК12 (АЛ2)
|
Компо- ненты шихто- вых ма- териа- лов |
Марка мате- риала |
ГОСТ |
Содер- жание мате- риала в ших- те, % |
Содержание основных элементов, % | |||||
| Al | Si | Cu | |||||||
|
в комп. |
в ших. |
в комп |
в ших |
в комп |
в ших |
||||
|
Возврат произв. - |
60 | 86 | 51.6 | 12 | 7.2 | 0.6 | 0.036 | ||
|
Алюминий в чушках |
АК11М2 | 2685-63: | 40 | 86 | 34.4 | 12 | 4.8 | 1.5 | 0.6 |
| ИТОГО | 100 | 86 | 12 | 2.1 | 0.636 | ||||
| Угар | 2 | 1.72 | 1 | 0.12 | 1 | 0.00636 | |||
| 84.28 | 11.88 | 0.62 | |||||||
|
Хим. со- став по ТУ |
84-86 | 10-13 | 0.6 | ||||||
Формовка. Заливка форм.
Оболочки формуют в целях предотвращения трещинообразования и разрушения в результате заливки. Наиболее распространена засыпка оболочки сухим наполнителем и прокалка или предварительно нагретым наполнителем перед заливкой. Огнеупорным наполнителем служит обычный кварцевый песок, но необходимо учитывать, что при нагреве кварцевый песок растрескивается, создавая дополнительное давление на оболочку, следовательно, лучше наполнять уже нагретым песком или шамотом, не подвергающимся растрескиванию.
Последовательность формовки:
В контейнер на дно насыпается наполнитель
1. Устанавливается модельный блок, причем верхний уровень должен быть равен уровню контейнера.
2. Верх литника накрываем колпачком.
3. Наполняем.
4. Уплотняем на встряхивающей машине с амплитудой колебания 0.5-0.6 1000 ударов в минуту.
При использовании в качестве наполнителя кварцевого песка сначала нужно проводить медленный нагрев 200С в мин. до 7000С, а после 500Смин. до 800 - 9000С. Выдержка около часа.
После этого оболочка подается под заливку.
При этом для различных сплавов различна температура подачи под заливку: сталь и чугун 800 - 9000, для никелевых сплавов 900 - 1000, медных - 600 - 700, алюминиевых, как в нашем случае 200 - 2500С.
2.4 Технологический процесс изготовления изделия 2.4.1 Изготовление моделейМатериал модели.
В производстве художественных отливок в основном используются воскообразные составы с tпл< 1000С (» 850), что позволяет удалять массу из формы не только горячим воздухом, но также горячей водой или паром. Эти воскообразные составы используют, как в расплавленном, так и в пластифицированном, пастообразном состоянии. При пластификации замешивается 12 - 16% воздуха, при нагревании воздух расширяется, компенсируя усадку.
Главными составляющими являются: парафин, стеарин, натуральный и синтетический церезин, буроугольный или горный воск, сложные эфиры высших кислот и редко натуральный воск.
Добавки, улучшающие прочность и теплостойкость: кубовые остатки термического крекинга парафина, касторовое масло, этилцелюлоза, полиэтилен….
В расплавленном состоянии модельные составы должны обладать хорошей жидкотекучестью (для четкого отпечатка) tпл. не должна быть выше 800С, а температура размягчения не выше 35 - 450С.
Усадка состава при охлаждении должна быть стабильной и минимальной.
Модельный состав не должен прилипать к полости пресс-формы и не вступать в химическое взаимодействие с материалом пресс-формы.
После заполнения и затвердевания пресс-формы модельный состав должен быть прочным и твердым.
Модельный состав должен обеспечивать соединение частей модели и сборку спайкой и склеиванием, хорошо смачиваться суспензией, не растворяясь и не вступая с ней в химическое взаимодействие.
Плотность модельного состава должна быть минимальной <1.
Свойства не должны изменяться при повторном использовании
Модельный состав должен быть безвредным для рабочих и окружающей среды, не содержать дефицитных составляющих. Технология его изготовления и из него модели должна быть простой.
Таблица 8. Модельные составы и их технические характеристики.
| Обозначение |
Т0С |
sизг М/Па |
Зольность% не более |
свободн. лин. усадка % | |||
| Каплепад. | Теплоуст | Расплав | Пастоообр. | ||||
| П25Б35Тэ5 | 77 - 65 | 40 | 4.8 | 0.15 | 0.3 - 1.5 | 0.8 - 0.9 | |
| П70Б15Т15 | 74 - 79 | 32 | 3.5 | 0.15 | 1.2 - 1.3 | 0.7 - 0.8 | |
| П59Б25Псм15 | 75 - 85 | 33 | 3.0 | 0.15 | 1.1 - 1.5 | 0.7 - 1.0 | |
| П40Ц45Б10Пэв5 | 75 - 85 | 35 | 5 | 0.15 | 1.1 - 1.3 | 0.7 - 0.8 | |
| П60Ц22Б10Пэв8 | 78 - 90 | 33 | 4.5 | 0.1 | 1.3 - 1.5 | 0.7 - 0.8 | |
| П70Цс13Б12Ко5 | 70 - 82 | 31 | 3 | 0.02 | 1.2 - 1.4 | 0.6 - 0.8 | |
| П67Ц25Пэв8 | 75 - 80 | 40 | 5 | 0.02 | 1.2 - 1.5 | 0.9 - 1.1 | |
| П50С50 | 47.5 - 53 | 30 | 2.4 | 0.03-0.01 | 1.3 - 1.5 | 0.8 - 1.1 | |
| Р3 | 77 - 84 | 39 | 3.1-4 | 0.12 | 1.04 | ||
П - парафин, Б - буроугольный воск, Т - торфяной воск, Тэ - трителоамин, Псм - пластичный смазочный материал, Ц - церезин, Пэв - полиэтиловый воск, Цэс - синтетический церезин, Ко - кубовые остатки термического крекинга парафина, С - стеарин.
Используем модельный составР3:
Парафин 50-60%, синтетический церезин 20-24%, кубовые остатки термического крекинга парафина 4-6%, буроугольный воск 10-14.
Легкоплавкие модельные составы приготавливают расплавлением составляющих в водных или масляных банях с электроподогревом. Исходные материалы перед загрузкой измельчают до размеров 30 - 50 мм.
Материалы загружаются в порядке возрастания температуры растворимости.
Расплавленный модельный состав перемешивают и фильтруют через металлическую сетку с размером ячейки 0.2. Пастообразный на мешалке со скоростью 2800 оборотов в минуту.
Материал пресс-формы и технология ее изготовления.
Гипс в природе существует в виде двугидрата CaSO4×2H2O (гипсовый камень). В нем содержится около 21% воды. При нагреве происходит его обезвоживание, образование полугидрата, содержащего 6.6% H2O - CaSO4×0.5H2O. Теоретически реакция разложения двугидрата происходит при t=1070С: CaSO4×2H2O ® CaSO4×0.5H2O + 5 H2O
При этом в зависимости от способа нагрева образуется aполугидрат - высокопрочный гипс или b - строительный.
При дальнейшем нагреве от 107 до 3000С происходит дальнейшее обезвоживание, образуется ангидрид CaSO4.
При 300 - 4000 происходит полное удаление воды с образование нерастворимого и растворимого ангидрида.
При 400 - 4500 гипс переходит в модификацию гидрида, который практически не реагирует с водой.
Для изготовления пресс - форм для художественных изделий рекомендуется использовать гипс марки Г - 16-25БIII (высокопрочный гипс с нормальным сроком твердения, тонкого помола),
Смешивание жидких и твердых фаз лучше всего производить в миксере с частотой вращения 200 - 400 оборотов в минуту в течении 3 - 4 минут, так как при ручном смешивании замешивается кислород.
Сухую гипсовую массу добавляют в воду: на 1 кг сухой массы дают 360 - 400 мл воды.
Добавки кремний кислого натра и борной кислоты способствуют удалению кислорода из массы, а добавка фосфорной кислоты повышает ее жидкотекучесть.
Если по каким либо причинам надо увеличить время загустевания к массе добавляют столярный клей 1 - 2% от массы воды, буру 0.25 - 0.3%, борную кислоту 1.5 - 2%.
Для особой прочности гипс замешивается на жидкости, состоящей из 4 объемов воды и 1 объема насыщенного раствора буры.
Изготовление гипсовых пресс-форм.
1). Так как эталон имел неразъемную форму, необходимо было изготовить фальшивые части формы. Для этой цели был использован скульптурный пластилин.
2). Установка обечаек.
3). Подготовки модельной оснастки (смазываем эталон, подмодельную плиту и обечайки разделительным составом, это может быть раствор ПАВ, силикон и т.д.).
4). Эталон окрашивают гипсовой смесью при помощи мягкой кисточки, тщательно заполняя все неровности формы, заливают смесь.
5). Опоку с залитой смесью помещают на вибростол на 3 - 4 минуты. Выделение пузырей похоже на кипение, что может привести к переливанию через край.
6). После окончания формовки и отверждения гипсовой массы эталон извлекают из формы, часть тщательно осматривается, ремонтируется, если необходимо прорезаются замки, после чего эталон вкладывается на место.
Аналогично изготавливаются еще 2 составные части пресс-формы.
Если предполагается изготовление большого количества моделей, то пресс-форму замачивают в холодной воде.
Для придания форме повышенной прочности и долговечности ее пропитывают 30-60 мин. в разогретой олифе, протирают, просушивают на воздухе, покрывают спиртовым лаком или нитролаком.
2.4.2 ФормообразованиеКонструкция пресс-формы, количество гнезд в пресс-форме, метод заполнения пресс-формы модельным составом.
Пресс-форма для изготовления выплавляемых моделей состоит из трех составных частей. Конструкция пресс-формы обеспечивает извлечение объемной модели, рассчитана на одну модель - одногнездовая пресс-форма.
Обычно модели изготавливают в пресс формах, свободной заливкой или запрессовкой пастообразного или пластифицированного модельного состава.
Свободная заливка проста, можно использовать пресс формы из любых материалов, как твердых, так и пластичных. Однако при использовании этого метода необходимо предусматривать свободный выход воздуха из пресс-формы. Жидкие модельные составы хуже смачиваются суспензией.
Предпочтительнее использовать пластифицированные модельные составы. Хорошо извлекаются, не дают трещин. Но нельзя запрессовывать в пластичные пресс-формы. Запрессовка производится или ручными шприцами или механизированными инжекционными установками.
Достаточно широкое поперечное сечение изделия позволяет заполнить пресс-форму модельным составом методом свободной заливки.
Конструкция модельного блока и формы, состав и нанесение огнеупорной обмазки, режим сушки блоков.
Модельный блок состоит из стояка, воронки, 4 питателей и 4 моделей ножки. Модели изделия крепятся посредством питателей к стояку радиально на одном уровне. Конструкция формы соответствует конструкции модельного блока.
Формирование оболочковой формы включает приготовление суспензии, смачивание ею модельных блоков, обсыпку блоков зернистым огнеупорным материалом и сушку блоков.
Керамическую суспензию приготовляют тщательным перемешиванием огнеупорных материалов (пылевидного кварца, электрокорунда, шамотного порошка и др.) со связующим - гидролизованным раствором этил силиката, жидким стеклом, кремнезолем, металофосфатами.
Формы по выплавляемым моделям изготовляют погружением модельного блока в керамическую суспензию, налитую в емкость с последующей обсыпкой кварцевым песком в специальной установке. Затем модельные блоки сушат 2-2,5 ч на воздухе или 20-40 мин в среде аммиака. На модельный блок наносят от 3 до 12 слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Для художественных изделий: связующее: гидролизированный этилсиликат ЭТС-32 и ЭТС-40; огнеупорный материал: пылевидный кварц.
В маркировке этилсиликата 32 и 40 - %SiO2. Для хорошей связующей способности надо SiO2< 12-16%Þ промышленный силикат подвергают гидролизу (разбавляют) т.к. он в Н2О не растворим, вводят растворители: спирт или ацетон. Для ускорения вода подкисляется (HCl)
(C2H5O) 4SiO2 + 2H2O = SiO2 + 4C2H5OH
12-14% этилсиликат; 16-18% ацетона; 6-8% изопропилового спирта; 0,3-0,5% соляной кислоты, 55-60% пылевидного кварца. Вода вводится до сметанообразного состояния.
На рисунке 3 показана последовательность операций формирования оболочковой формы.
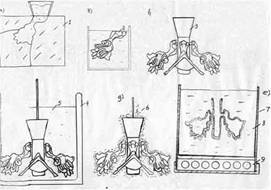
Рис.3. Последовательность операций процесса формирования оболочковой формы:
а) модельный состав запрессовывают в пресс-формы (1);
б) модель (2) вынимают после затвердевания и выталкивают в ванну с холодной водой;
в) модели собирают в модельные блоки (3);
г) погружение модельного блока в керамическую суспензию (5), налитую в емкость (4);
д) обсыпка кварцевым песком (6); сушка и обсыпка 4 - 6 слоев;
е) выплавление в баке (7) с водой (8) нагревательным элементом (9);
Выплавление модельных составов из модельных оболочек.
При выплавлении модели следует максимально удалить модельный состав, сохраняя при этом целостность оболочки. Разрушение более вероятно при медленном нагреве, так как модельный состав расширяется сильнее и быстрее Þ Важнейшее требование - быстрая передача тепла к поверхности модели при этом сразу расплавляется поверхность модели, а внутренняя часть остается холодной.
Наиболее часто применяется расплавление в воде, расплавленном модельном составе, горячим воздухом и перегретым паром.
Перед началом выплавления очищают торец литниковой системы от остатков оболочки.
Таблица 9. Способы удаления модельных составов
| Теплоноситель | Режим удаления | Вероятность образования трещин | |
|
Т0С |
Время, мин. | ||
| 1. Вода |
90-1000С |
10 - 30 | средняя |
| 2. Модельный состав |
120-1350С |
8 - 15 | незначительная |
| 3. Горячий воздух |
150-3000С |
30 - 60 | высокая |
| 4. Перегретый воздух |
135-1650С |
7 - 10 | незначительная |
При удалении модели из форм выплавлением в горячей воде. Для этого их погружают на несколько минут в бак, наполненный водой, которая нагревается до температуры 80-90°С. При выдержке модельный состав расплавляется, всплывает на поверхность ванны. После выплавления модельного состава блоки осматривают, исправляют дефекты (жидкостекольным составом с пылевидным наполнителем). Модельный состав идет на повторное использование.
Прокаливание оболочковых форм.
Форму прокаливают не менее 2 ч при температуре 900-950°С. При прокалке частички связующего спекаются с частичками огнеупорного материала, испаряется влага, выгорают остатки модельного состава. Полностью прокаленная оболочка должна иметь светлый излом. Недостаточно прокаленная имеет черный излом, высокую газотворность и низкую газопроницаемость.
2.4.3 Механическая обработкаПосле охлаждения отливки форма разрушается. Отливки на обрезных прессах или другими способами отделяются от литников и для окончательной очистки направляются на механическую чистку. Отливки, изготовленные литьем по выплавляемым моделям, не нуждаются в механической обработке, так как имеют уже достаточную чистоту поверхности.
Места отделения литников обдирают абразивом зернистости 25-16 и шлифуют абразивом 10-8. Для получения гладкой поверхности на последнем переходе применяют пасту.
2.5 Сборка частей изделияСборка стенок ларца осуществляется клепкой.
Клепка - получение неразъемных (подвижных или неподвижных) соединений деталей металлических изделий при помощи заклепок (цилиндрических стержней с головками).
Виды клепки: ударная (ручная); прессовая (машинная).
Инструменты: натяжка (для сжатия склепываемых деталей); отжимка (для оформления замыкающей головки); клепальный молоток, поддержки.
Технологический процесс: при склепывании пластин их сжимают, просверливают сквозное отверстие, вкладывают в него заклепку и прижимают тяжелым молотком. Затем выходящий конец заклепки расплющивают молотком и формуют головку.
Ножки приклеиваются к основанию ларца. Внутрь крыши и основания вклеиваются стекла.
Основные преимущества и недостатки склеивания.
Склеивание - один из широко применяемых способов получения неразъемных соединений.
Клеевые соединения имеют ряд преимуществ по сравнению с заклепочными, сварными, болтовыми и т.п. Это, в первую очередь, возможность соединять самые разнородные материалы. В ряде случаев это этот единственный практический метод соединения не металлических соединений между собой и с металлами. В клеевых соединениях более равномерно распределены напряжения, исключены отверстия под болты и заклепки, ослабляющие скрепляемые элементы.
Важным достоинством соединений на основе синтетических клеев является атмосферостойкость, способность противостоять коррозии и гниению. В ряде случаев клеевые соединения обеспечивают герметичность конструкции.
Основной недостаток большинства клеев заключается в их низкой теплостойкости. Разработан ряд клеев на основе органических, элементорганических и неорганических полимеров, которые могут работать при температуре выше 1000 0С, но большинство из них не дает достаточно эластичной клеевой пленки, что пока ограничивает возможность их применения.
Недостатком клеевых соединений является также их относительно невысокая прочность при неравномерном отрыве и необходимость во многих случаях производить нагревание при склеивании.
Общие принципы выбора и применения клеящего материала.
Прежде всего, необходимо иметь четкое представление о свойствах и химической природе клеев и склеиваемых материалов, чтобы наметить для использования клей или группу клеев.
Одним из первых и, по-видимому, наиболее важным фактором, определяющим выбор клея, является характер и величина нагрузки которое должно испытывать соединение при эксплуатации.
Другим не менее важным фактором является температурный интервал при котором эксплуатируется клеевое соединение. В частности, при повышенных температурах не могут быть применены клеи на основе термопластов, тогда как термореактивные смолы можно использовать в условиях высоких температур.
Следует иметь в виду, что прочность склеивания зависит не только от применяемого клея, но и от конструкции соединения, технологии склеивания, состояния склеиваемых поверхностей и многих других факторов.
Прочностные характеристики клеевых соединений должны соответствовать условиям эксплуатации соединения. Основным показателем эксплуатационных свойств клея является их клеящая способность и долговечность.
Разрабатывая тех процесс склеивания необходимо учитывать их специфические особенности, а также их токсичность и горючесть.
При склеивании необходимо строго соблюдать указания по подготовке поверхностей и нанесению клея, а также режим отверждения.
При применении клея необходимо учитывать гарантийные сроки хранения клея и его компонентов, а также его жизнеспособность.
Если клей готовят непосредственно перед употреблением, это необходимо делать, строго следуя указаниям технической документации.
Показатели водостойкости приведены по четырем категориям (стоек, ограниченно стоек, малостоек, не стоек). Эти категории соответствуют падению прочности за 30 суток в воде на 10-20%, 30-50%, 50-60% и более 60% от исходной.
Исходя из рода склеиваемых материалов (алюминиевые сплавы АК12 и АД, стекло), характера и величины нагрузки которое должно испытывать соединение при эксплуатации, температурного интервала при котором эксплуатируется клеевое соединение и условий эксплуатации была выбрана марка клея ВК-1М.
Клей ВК-1М. Свойства и назначение.
Предназначен для клеевых и клеерезьбовых соединений из сталей, алюминиевых и титановых сплавов и стеклотекстолитов.
Техническая документация: инструкция ВИАМ 958-69.
Внешний вид: вязко-текучая серая масса.
Состав: эпоксидная смола, отвердитель, наполнитель, катализатор.
Смола и отвердитель токсичны.
Сухой остаток не содержит растворителя.
Ограниченно водо и влагостоек.
Интервал рабочих температур от 60 до 1500С.
Предел прочности при сдвиге: 15.69МПа при 200С и 2.94 при 1500С.
Предел прочности при равномерном отрыве 23.5МПа при 200С и 3.42 при 1500С; при неравномерном отрыве 40МПа при 200С и 25 при 1500С.
Примечание: модификация клея ВК-1 для вертикальных поверхностей (не стекает).
Из определения клея, как токсичного, следует, что все работы с ним необходимо проводить при соблюдении правил техники безопасности, т.е. работать в специально отведенных для этой цели помещениях, оборудованных приточной вытяжной вентиляцией в спецодежде и резиновых перчатках, в бытовых условиях - при открытом окне. Весьма полезно пользоваться специальными пастами для защиты рук. При проливании клея или попадании его на кожу необходимо немедленно удалить загрязнение, например, стереть ватным тампоном. Отвержденные клеи практически не токсичны.
Технология склеивания и хранение.
Подготовка поверхности перед склеиванием обезжирить бензином и ацетоном. Метод нанесения клея: шпателем в один слой. Расход: 250-350 г/м2. Открытая выдержка: 15 - 20 мин при температуре 200С.
Режим склеивания:
|
Температура, 0С |
Время, ч. | Давление, МПа |
| 120 | 3 | 0,05 - 0.1 |
| 100 | 5 | |
| 20-25 | 36 |
Жизнеспособность при 18 - 200С - 2 часа.
Срок хранения: смола и отвердитель - 6 месяцев, наполнитель - 12 месяцев.
2.6 Нанесение покрытийДля защиты изделия от атмосферной коррозии производится нанесение защитных покрытий. Для алюминия и его сплавов наиболее широко используют оксидирование.
Оксидная пленка хорошо защищает не только от атмосферной коррозии, но и служит грунтом под лакокрасочное покрытие. Она плотно адсорбирует покрытие, легко пропитывается разными лаками и дает возможность менять цвет изделия. Пленка устойчива к воде и некоторым минеральным кислотам, хорошо сопротивляется механическому износу и обладает высокими электроизоляционными свойствами.
Осуществляется электрохимическим путем в гальванических ваннах на аноде. Чаще всего процесс проводят в 20% растворе H2SO4 при температуре 200С и плотности тока 1-2А/дм3
Для повышения защитных свойств оксидной пленки изделие после оксидирования и промывки обрабатывают паром или горячей водой при этом происходит смыкание пор или образование более сложных гидратов.
3. Организационно-технические вопросы
В качестве окончательной декоративной обработки я применяю окрашивание краской WS-Plast M 4200 AY.
Описание продукта
WS-Plast M 4200 AY - высококачественная, однокомпонентная, термопластичная, акриловая краска. Образует полуглянцевое покрытие, используется для окраски новых и для ремонта уже окрашенных поверхностей, эксплуатирующихся в атмосферных условиях C2-C5I/M (соответствует требованиям EN ISO 12944).
Выбор именно этой марки краски аргументирован следующими положениями:
1. Краска произведена на основе акриловых связующих веществ, после полного высыхания образуется высококачественный декоративный и защитный слой.
2. Имеет надежное сцепление со всеми "сложными" поверхностями: оцинкованными поверхностями, поверхностями из алюминия, меди, бронзы, свинца, нержавеющей стали, твердого ПВХ и т.п.
3. Не требуется обычная предварительная обработка цинковых и алюминиевых поверхностей. Имеет хорошее сцепление с гладкими металлическими поверхностями. “Хорошее сцепление" без предварительной обработки означает, что возможно производить окраску без предварительного шлифования, обработки кислотами, смачивающими веществами или подобных операций.
4. Нанесение кистью или любым лакокрасочным оборудованием. Легко наносится кистью, валиком, распылением. Высокое качество электростатического или безвоздушного метода покраски.
5. Большая толщина сухого слоя благодаря высокой доле нелетучих веществ. Рациональная покраска требует большой толщины сухого слоя за один рабочий проход. Использование краски WS-plast М 4200 обеспечивает большую толщину сухого слоя за один рабочий проход: 70-90 мкм.
6. Большой выбор цветов. Богатая цветовая гамма обеспечивает широкие возможности внешнего оформления.
7. Тиксотропия обеспечивает нанесение толстого слоя краски (с высокой плотностью слоя) без образования потеков, капель и шероховатостей покрытия. Обеспечивает и неопытным пользователям нанесение краски без потеков, образования капель и шероховатостей покрытия.
8. Благодаря ограничению применения растворителей до минимума и применению добавок высшего качества - минимум вредного воздействия на исполнителя и окружающую среду.
9. Краска WS-plast - это жидкий однокомпонентный (готовый к применению) акриловый материал, который может наноситься непосредственно, т.е. без специального грунта.
10. - Краска WS-plast может храниться как в закрытой, так и в начатой упаковке практически без ограничений, т.к. при подсыхании в банке не образуется пленка: WS-plast является обратимой краской. При добавлении растворителя загустевшая краска WS-plast каждый раз разводится. Только при длительном хранении с образованием ржавчины снаружи и внутри банки материал становится непригодным к использованию.
Характеристики:
Цвет - по стандартам RAL, NCS, DB,
Удельный вес - 1,1 - 1,3 в зависимости от цвета,
Содержание нелетучих веществ - 60 - 63 %,
Вязкость - тиксотропная,
Электрическое сопротивление - 500 ÷ 750 кОм,
Рекомендуемая толщина сухого слоя - 80 мкм,
Теоретический расход - 250 г/м2 при толщине покрытия 80 мкм,
Время сушки - пыль не прилипает - через 1-2 часа,
Повторное покрытие - минимум через 2 часа, оптимально - через 24 часа,
Срок годности - 1 год (в сухом прохладном месте)
Подготовка поверхности.
Как и при нанесении любой краски основная поверхность должна быть тщательно очищена, т.к. это определяет в решающей степени хорошую сцепляемость и длительную стойкость всей системы. Необходимо удалить любые пятна жира и масла, пыль и другие загрязнения. Следует особо обратить внимание на то, чтобы поверхность была сухой.
Подготовка к нанесению.
Перед нанесением материал тщательно вымешать.
Рекомендуемая температура материала - выше 15°С.
Рекомендуется довести до необходимой вязкости.
Нанесение.
Краска WS-plast M 4200 может наноситься кистью, валиком, пневматическим, безвоздушным или комбинированным распылением, а также электростатическим способом.
| Нанесение | Сопло | Давление | Растворитель | Разведение |
| кистью, валиком | MV 751 | 10-20 % | ||
| воздушное распыление | 2 мм | 4-4,5 бар | MV 751 | 10-20 % |
| безвоздушное распыление | 0,28-0,38 мм | > 150 бар | MV 751 | до 15 % |
| электростатическое распыление | MV 751 | 15-25 % |
Покрытие WS-plast - это толстослойное покрытие, которое наносится за один проход. Для этого лучше всего использовать круглую кисть с жесткой щетиной. Такой кистью можно наносить краску толстым слоем и хорошо шлихтовать. Если во влажном состоянии заметны линии от кисти, то они проходят при высыхании, и пленка краски образует гладкую поверхность. Плоские кисти имеют, как правило, слишком мягкую щетину, так что поверхность невозможно правильно прошлихтовать.
Покрытие должно сохнуть не менее 24 часов.
3.1 Схема организации производственного участкаЯ предлагаю ввести новую номенклатуру изделий на металлургическом заводе, оснащенном оборудованием для плазменной резки металла, процесс изготовления изделия не занимает много времени, следовательно, не требуется создание отдельного производственного участка. Возможно, и целесообразно применение остатков основного производства (обреза).
Изготовление ножек также предполагается в уже существующем литейном цехе из-за малого объема не требует введения новых мощностей.
Цех, в котором изготавливаются ножки, должен состоять из следующих участков.
Основные:
модельный (изготовление выплавляемых моделей, сборка блоков);
участок по изготовлению оболочковых форм (обмакивание модельных блоков в суспензию, обсыпка огнеупорным материалом);
сушильный;
участок выплавления модельного состава из оболочковых форм;
формовочный (изготовление литейных форм, охлаждение, выбивка);
смесеприготовительный (переработка отработанной смеси, приготовление новой смеси);
окончательной обработки отливок (обрезка литников, зачистка.)
Вспомогательные:
ковшевой;
участок приготовления красок и растворов;
служба механика и электрика;
служба ремонта литейной оснастки.
Склады и кладовые для хранения исходных и промежуточных материалов и окончательной продукции.
3.2 Обоснование выбора комплекса оборудования, его технические характеристикиПлазменно-кислородная машина "Гранат ППлКЦ-2.5" предназначена для плазменной контурной тепловой резки, охватывает операции от склада (накопителя) очищенных и загрунтованных листов металла до склада (накопителя) вырезанных деталей.
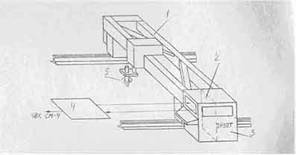
Рис.4. Схема производственного модуля на базе машины "Гранат": 1 - портальная машина, 2 - интерфейс ПИ2, 3 - система управления, 4 - интерфейс ПИ1, 5 - датчик стабилизации высоты и позиционирования.
Машина "Гранат ППлКЦ-2.5" осуществляет вырезку листовых деталей плазмой в воду с максимальной скоростью перемещения резака, соответствующей 6 и 4 м/мин.
Технологические характеристики машины "Гранат ППЛКЦ-2.5".
Скорость перемещения плазматрона 1.2-100 мм/с.
Класс точности машины (ГОСТ 5614-74) - 1.
Расход сжатого воздуха 2.7л/с, охлаждающей воды - не менее 0.08л/с.
Давление сжатого воздуха - 0.5Мпа, охлаждающей воды - 0.5МПа.
Потребляемая мощность - 120 кВ·А.
Номинальный рабочий ток - до 400 А.
Ток питающей сети трехфазный переменный, напряжением 380В, частотой 50 Гц.
Габаритные размеры машины, мм - 1860х4700х1600.
Масса - 1420кг.
Выбор плавильного агрегата.
Для плавки алюминиевых сплавов чаще всего применяются печи сопротивления. В печах сопротивления для плавки металлов используют косвенный нагрев, основанный на передаче теплоты шихте излучением.
В зависимости от конструкции в электрических печах сопротивления возможны следующие способы передачи теплоты шихте:
В тигельных печах емкостью 30-200 кг нагревательные элементы расположены вокруг тигля с шихтой, поэтому теплоту передают стенки тигля. В подовых, ванных, барабанных печах (емкостью более 500 кг) нагревательные элементы размещены по бокам и над подом; шихта нагревается прямым излучением.
В качестве нагревательных элементов чаще всего применяют спирали из нихрома (для температур до 1000-11000С), фехраля (до 10500С) и карбидокремниевые элементы типа силитов (температура в рабочем пространстве печи может достигать 1400-17500С, расплав может иметь температуру 15000С и выше).
При использовании графитовых тиглей металлическая ванна может иметь температуру не выше 750 - 8500С; для металлических тиглей - до 10000С. К достоинствам печей сопротивления относится возможность работы в произвольной атмосфере.
Достоинство электрических печей сопротивления заключается также в возможности точного (и автоматического) регулирования температуры, уменьшении опасности перегрева и высокого угара металла, легкости защиты расплава от газонасыщения, улучшении безопасности, гигиены труда и условий обслуживания.
Таблица 1. Продолжительность плавки алюминия в разных печах.
| Способ нагрева | Продолжительность плавки, мин, при емкости тигля, кг. | |||
| 25 | 50 | 100 | 500 | |
| Кокс | 30 | 45 | 60 | 150 |
| Мазут | 25 | 35 | 50 | |
|
Электросопротивлением: Графитовый тигель |
185 | 175 | 170 | 200 |
| Чугунный тигель | 125 | 120 | 120 | |
Таблица 2. Тепловой к. п. д. электропечей сопротивления при плавке цветных металлов.
| Тип печи сопротивления | Расход электроэнергии на 100кг сплава, кВт ч | Тепловой к. п. д. |
| С графитовым тиглем | 70-100 | 45-32 |
| С чугунным тиглем | 50 | 63 |
| Подовая | 50-70 | 63-45 |
Для изготовления данной отливки ножки при малом объеме производства в небольших литейных удобно использовать стационарные и поворотные тигельные печи сопротивления. Емкость и производительность этих печей выбирается в зависимости от номенклатуры и количества изготавливаемых изделий. Промышленностью производятся печи САТ 0.04; САТ 0.06; 0.15; 0.25 (емкость тигля по расплавленному металлу). Для небольшого размера отливки и малого количества экземпляров принимаем САТ 0.04.
В относительно умеренной области температур (1000-11000С), которую можно получать при непрерывной работе с обычными нагревательными элементами (нихром), температура металла в графитовых тиглях доводится до 700 - 7500С. Тепловой к. п. д. составляет 60%. В тигельных печах теплоту излучают стенки тиглей; тепловой к. п. д. снижен из-за низкой теплопроводности графита. Для улучшения результатов можно применить чугунный тигель, если сплав не взаимодействует с материалом тигля. Расход электрической энергии составляет 0.7-1.0 кВт∙ч на 1 кг алюминиевого расплава при плавке в керамических тиглях и 0.5 кВт∙ч - при плавке в чугунных тиглях.
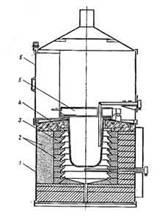
Рис.5. Электрическая тигельная печь сопротивления типа САТ с металлическими нагревателями для плавки и подогрева сплавов алюминия.
1 - кожух,
2 - футеровка и теплоизоляция,
3 - нагревательные элдементы,
4 - тигель,
5 - крышка,
6 - колпак.
Печи выкладывают фасонным шамотом и слоем теплоизоляции из термолитового кирпича. Они оборудованы вытяжкой.
Лучшие результаты дает применение указанных печей в качестве раздаточных устройств, обеспечивающих поддержание заданной температуры расплава с помощью автоматического регулирования. Расход электроэнэргии в этом случае составляет 15 - 20 кВт∙ч на 100 кг алюминиевого сплава.
4. Безопасность и экологичность работы 4.1 Характеристика технологического процесса изготовления изделия с точки зрения безопасности и экологичности условий труда
При изготовлении ларца производятся следующие операции.
I. Изготовление стенок изделия по технологии плазменной резки на станках с ЧПУ.
II. Изготовление ножек ларца методом литья по выплавляемым моделям:
изготовление пресс-форм;
свободная заливка пресс-форм расплавленным модельным составом;
правка восковых моделей;
нанесение на блок моделей суспензии;
обсыпка блоков огнеупорным материалом;
выплавление модельного состава из оболочковой формы;
формовка оболочковой формы в опоки;
прокаливание опок;
плавка металла;
заливка расплавленного металла в формы;
выбивка отливок;
очищение отливок;
механическая обработка отливок (отделение литников, шлифование, полирование).
III. Сборка металлических частей изделия склепыванием.
VI. Окрашивание.
V. Сборка стеклянных частей (склеивание).
В процессе изготовления светильника - ларца "Русские сказки" используются следующие материалы: гипс, модельный состав Р3 (парафин 50-60%, синтетический церезин 20-24%, кубовые остатки термического крекинга парафина 4-6%, буроугольный воск 10-14), связующий раствор (этилсиликат, ацетон, вода, соляная кислота), пылевидный огнеупорный материал (кварц), формовочная смесь (кварцевый песок), материал стенок, дна и ключа - листовой алюминий марки АД. М1.5х600х2000 ГОСТ 21631 - 76, ножек алюминиевый сплав АК12 (АЛ2).
Плазменная резка на станках с ЧПУ производится автоматически, требуется отдельное изолированное помещение. На рабочем месте недопустимо присутствие лиц, непосредственно не участвующих в работе. Допуск рабочих и обслуживающего персонала должен быть разрешен только при отключенном оборудовании. Расположение оборудования в помещении должно быть обеспечивать удобство их обслуживания, а также свободный и удобный доступ к предохранительным устройствам. На оборудовании должны быть таблички с краткой технической характеристикой, световые сигналы, которые должны показывать режим работы.
Литье по выплавляемым моделям относится к IIa категории работ согласно Р 2.2.013 - 94 ГКСЭН России. "Гигиенические критерии оценки условий труда по показателям вредности и опасности факторов производственной среды, тяжести и напряженности трудового процесса".
Для выполнения данных работ необходимо наличие нескольких помещений: для работы формовщика, для изготовления выплавляемых моделей, для правки моделей, для изготовления оболочковых форм, помещение литейного цеха.
В отделениях приготовления модельной массы, изготовления моделей, гидролиза этилсиликата, приготовления керамического огнеупорного состава для покрытия моделей стены, потолки и внутренние конструкции должны иметь поверхности, поддающиеся легкой очистке, мытью и дегазации.
В отделениях прокалки форм и заливки металла полы должны быть изготовлены из несгораемого материала (например, бетона), в остальных отделениях полы могут быть деревянными, ксилолитовыми.
Вентиляционные установки в отделениях изготовления выплавляемых моделей должны быть оборудованы устройствами для предотвращения загрязнения кожуха и лопастей вентилятора осадками паров модельной массы.
В плавильно-заливочном помещении помимо приточной вентиляции должна быть установлена душевая вентиляция.
Во всех помещениях в период отопительного сезона должна быть обеспечена температура воздуха в соответствии с действующими санитарными нормами (средняя температура в помещении 20-220С), за исключением отделения изготовления и хранения моделей, где технологическим процессом устанавливается температура в пределах 15 - 25 С° в любое время года. В качестве нагревательных приборов применяются гладкие трубы, допускающие уборку.
4.2 Анализ опасных и вредных факторов. Мероприятия по улучшению условий труда 4.2.1 Производственные опасности при изготовлении деталей методом плазменной резкиДля обеспечения безопасных условий труда на гибком автоматизированном участке тепловой резки необходимо соблюдать требования по технике безопасности, действующих нормативных документов, ГОСТов, ОСТов, правил и норм.
Администрация, осуществляющая работу ГАУ тепловой резки, обязана разработать инструкции по технике безопасности для всех видов работ с учетом местных производственных условий и обеспечить систематический контроль за их выполнением, внедрение гибкой автоматизации должно осуществляться на основaнии технического или рабочего (технорабочего) проектов, разработанных в соответствии с единой системой конструкторской документации.
При производстве деталей методом плазменной резки к производственным опасностям относятся:
1). Поражение электрическим током (незащищенные провода, детали источников питания).
2). Опасность травматизма, связанная с проникновением в зону работы автоматического модуля.
Мероприятия по обеспечению электробезопасности:
1). Недоступность - электроизоляция токопроводящих путей, размещение их на недоступной высоте.
2). Разделение электрической сети - разделение сети на отдельные участки не связанные между собой путем трансформаторов. В результате этого изолированные участки обладают большим электросопротивлением и малой массой проводов.
3). Двойная изоляция - основная, плюс дополнительная.
4). Защитное заземление - преднамеренное электрическое соединение с землей или ее эквивалентом металлических не токопроводящих путей, находящихся под напряжением. Назначение - устранение поражения при пробое на оборудование. Снижает до безопасных значений ток прикосновения.
Заземляющий контур - заземление проводов по контуру.
Выносное заземление - за границей цеха по периметру здания.
5). Зануление - преднамеренное электрическое соединение с нулевым защитным проводником металлических не токопроводящих частей, находящихся под напряжением. Принцип действия - превращение замыкания на корпус в однофазное короткое замыкание с целью создания большего тока при котором сработает защита в течении 5-7 секунд при плавном предохранителе и 1-2 секунды при автоматическом.
6). Защитное отключение - быстро действующая защита, обеспечивающая автоматическим отключением электроустановки при пробое или опасности поражения электрическим током
7). Средства индивидуальной защиты: основные (перчатки, сапоги, клещи, резиновые коврики) и дополнительные (ограждения и предупреждающие знаки).
Ток питающей сети машины "Гранат ППЛКЦ-2.5" трехфазный, переменный, напряжением 380В, частотой 50 Гц. Потребляемая мощность - 120 кВ А, номинальный рабочий ток - до 400А.
По степени опасности помещение относится ко второму классу - к помещениям с повышенной опасностью.
Основным способом защиты людей от поражения током в данном случае является защитное заземление. Автоматическое отключение можно использовать как дополнительный вид защиты.
Корпуса источников питания и всех электроизмерительных приборов заземлены с помощью проводов из меди сечением 4 мм2, при этом обеспечен надежный контакт между корпусом и проводом.
Провода, соединяющие источник питания с измерительными приборами, должны быть надежно изолированы и защищены от механических и других повреждений.
Защитное заземление должно обеспечивать защиту людей от поражения электрическим током при прикосновении к металлическим нетоковедущим частям, которые могут оказаться под напряжением в результате повреждения изоляции.
Защитное заземление следует выполнять преднамеренным электрическим соединением металлических частей ГАУ с “землей" или её эквивалентом.
Расчет защитного заземления.
Исходными данными для расчета заземления является: удельное сопротивление грунта; ток короткого замыкания; тип одиночного заземления.
1. В установках до 1000 В ток короткого замыкания не должен превышать 10 А. При этом сопротивление заземления R не должно превышать 4 Ом.
2. Реальное заземляющее устройство представляет систему вертикальных электродов, соединенных горизонтальным проводником. Электроды могут располагаться в ряд по контуру.
Выбираем стержневой тип одиночного заземлителя.
Выполним расчет сопротивления растеканию тока одиночного стержневого заземлителя длиной lcт и диаметром d, расположенного от поверхности земли на глубине H0 и соединительной шиной на глубине t. Его сопротивление определяется по формуле:
Rст = rрасч/2plст (ln (2×lст/d) + 0.5×ln ( (4H0+lст) / (4H0-lст))
где rрасч - расчетное удельное сопротивление грунта
rрасч = rизмy, где y - климатический коэффициент, равный для средней влажности грунта 1.5
rрасч = 100×1.5 = 150Ом. М
Удельное сопротивление грунта рекомендуемое для расчета (суглинок) =100 Ом. м
Принимаем длину круглого стержня lст= 2м, диаметром d=0,014м; H0=0,6м; t=0,7 м.
Тогда сопротивление одиночного заземления будет равно:
Rст = 150/2p2 (ln (2×2/0.014) + 0.5×ln ( (4×0.6+2) / (4×0.6 - 2))) = 79Ом
Определяем ориентировочное число заземлителей %
n » Rcт/Rдоп
Rдоп - требуемое сопротивление заземления (Rдоп =4 Ом);
n » 79/4 » 20шт.
По ориентировочному числу заземлителей определяем коэффициент использования вертикальных заземлителей hв (hв=0,48). Расстояние между стержнями принимаем равным их длине (заземлители расположены в ряд).
Необходимое число электродов определяется по формуле:
n = Rcт/ (Rдоп×hв)
n = 79/ (4×0.48) = 41шт.
Для соединения стержней используется полоса. Длина полосы: ln= 1.05×а (n - 1), где а - расстояние между заземлителями.
ln= 1.05×2 (41 - 1) = 84м
Сопротивление соединительной полосы находим по формуле:
Rn = rрасч/2pln×ln (2×ln2/bn t)
ширина полосы bn=0,05 м, глубина заложения t=0,7м.
Rn = rрасч/2pln×ln (2×ln2/bn t) = 150/2p84×ln (2×842/0.05 0.7) = 3.67Ом
С учетом экранирования:
Rn =3.67/hn=3.67/0.48=7.65Ом
Общее сопротивление заземления:
Rобщ=1/ (1/ Rдоп+ 1/ Rn) = 1/ (1/4+ 1/ 7.65) = 2.63Ом
Вывод. Суммарное сопротивление заземления не превышает допустимой величины 4Ом. Разрабатываемая установка соответствует условиям электробезопасности.
При производстве стенок ларца методом плазменной резки на станках с ЧПУ может возникнуть контакт работающего с опасной зоной. Для предотвращения контакта в начале ГАУ при работе в автоматическом режиме должно быть установлено световое табло "Участок в работе, вход воспрещен". На всем протяжении движения раскроечных рам и роботов перегружателей должны быть выполнены обозначения "Опасная зона. Вход воспрещен". На машине тепловой резки должен гореть световой сигнал красного цвета, оповещающий, что машина работает в автоматическом режиме.
На пульт управляющего комплекса должна выводиться информация об аварийных ситуациях на участке.
При проведении ремонта, наладки машины боковой зазор между краем раскроечной рамы и боковой стенкой должен быть временно закрытым.
При проведении проверки точности работы машины по программе гидравлический привод раскроечной рамы должен быть заблокирован.
4.2.2 Производственные опасности при производстве деталей методом литья по выплавляемым моделямПри изготовлении ножек сундучка методом литья по выплавляемым моделям рабочие подвергаются следующим опасностям::
1). Поражение электрическим током (незащищенные провода, детали источников питания).
2). Опасность травматизма, связанная с работой с расплавленным металлом.
3). Опасность травматизма при работе с расплавленным модельным составом.
4). Опасность травматизма при проведении работ по выбивке и очистке отливок, а также при их механической обработке на токарных, шлифовальных и полировальных станках.
Снизить реакцию работающего на возможные опасности может вредное воздействие окружающей производственной среды, повышающее его утомляемость.
В процессе литья по выплавляемым моделям возможны перенапряжения, как всего организма, так и отдельных органов и систем, что ведет к возникновению опасных производственных факторов. К вредным производственным факторам при данном виде литья относятся:
Основные требования безопасности к оборудованию в соответствии с ГОСТ 12.2.003 - 91"ССБТ. Общие требования безопасности"
Материалы производственного оборудования не должны оказывать опасное и вредное воздействие на организм человека на всех заданных режимах работы и предусмотренных условиях эксплуатации, а также создавать пожароопасные ситуации.
Конструкция производственного оборудования и его отдельных частей должна исключать возможность их опрокидывания, падения и самопроизвольного смещения при всех предусмотренных условиях эксплуатации и монтажа (демонтажа).
Конструкция производственного оборудования должна исключать падение или выбрасывание предметов (например, инструментов, заготовок, обработанных деталей, стружки), представляющих опасность для работающих, а также выбросов смазывающих, охлаждающих и других рабочих жидкостей.
Движущиеся части производственного оборудования, являющиеся возможными источниками травмоопасности, должны быть ограждены или расположены так, чтобы исключалась возможность прикасания к ним работающего или использованы другие средства, предотвращающее травмирование.
Производственное оборудование должно быть пожаровзрывобезопасным в предусмотренных условиях эксплуатации.
Конструкция производственного оборудования, приводимого в действие электрической энергией, должна включать устройства (средства) для обеспечения электробезопасности.
Производственное оборудование, являющееся источником шума, ультразвука и вибрации (особенно машины и станки для механической обработки, очистки и выбивки отливок), должно быть выполнено так, чтобы шум, ультразвук и вибрация в предусмотренных условиях и режимах эксплуатации не превышали установленные стандартами допустимые уровни.
Причины и характер загрязнения воздушной среды и помещений при изготовлении изделия при помощи метода литья по выплавляемым моделям: химические, возникающие от воздействия токсичных веществ - загазованность. К газам и парам, которыми загрязняется воздух рабочей зоны, относятся акролеин, ацетон, ацетилен, бензол, окись азота, окись углерода, двуокись серы, уротропин, углекислый газ, фенол, формальдегид, хлор, этиловый спирт и др. Вредные газы и пары выделяются при расплавлении парафиностеариновых и других модельных материалов, при нанесении огнеупорных покрытий на модельные блоки, при сушке в аммиачной среде, при выплавлении модельных блоков из керамических форм; нетоксичные вещества, оказывающие раздражающее действие на дыхательные пути, глаза и кожу рабочих - запыленность. Пыль обсыпочного, формовочного, а также участков выбивки и окончательной обработки отливок по дисперсному составу относится к мелкой и мельчайшей фракциям, которые длительно находятся во взвешенном состоянии в воздухе рабочей зоны. Особую опасность представляет пыль с размерами частиц 1-10 мкм; удушающие (пары и газы при плавке и заливке металла).
Независимо от состояния природных и метеорологических условий, в производственных помещениях и на рабочих местах, оснащенных производственной техникой, должны быть созданы климатические условия наиболее благоприятные для ее работы. Климатические условия определяются сочетанием температуры, влажности и скорости перемещения воздуха, а также температуры окружающих поверхностей. Параметры микроклимата на рабочих местах должны соответствовать оптимальным значениям, установленным ГОСТ 12.1.005-88 и “Санитарным нормам микроклимата производственных помещений СН № 4088 - 86 для категорий работ IIа
При изготовлении модели из модельного состава и его расплавлении выделяются вредные пары, поэтому помещение цеха необходимо снабдить вентиляцией, принять меры по безопасности здоровья рабочих, работы с модельным составом осуществлять под вытяжкой или в респираторах.
Для поддержания чистоты воздуха используется общеобменная приточно-вытяжная вентиляция. Она применяется для ассимиляции избыточной теплоты, влаги и вредных веществ во всем объеме рабочей зоны помещений. Так как при изготовлении данной отливки методом литья по выплавляемым моделям вредные выделения поступают непосредственно в воздух помещения, целесообразно установить именно приточно-вытяжную вентиляцию. При такой системе воздух подается в помещение приточной системой, а удаляется вытяжной, причем системы работают одновременно. Для локализации вредных выделений у источников их образования необходимо предусматривать местные отсосы, вытяжные зонты, панели, защитно-обеспыливающие кожухи. Отсасываемый с участков литейного цеха воздух перед выпуском в атмосферу очищается пылеочистными устройствами.
При приготовлении суспензии, смачивании ею модельных блоков, обсыпке блоков зернистым огнеупорным материалом также необходимо применять средства индивидуальной защиты органов дыхания (респираторы, марлевые повязки), защищать кожу от попадания суспензии (применять резиновые перчатки). В цехе для обсыпки и сушки модельных блоков должна быть постоянная температура и не должно быть сквозняков для избежания растрескивания. Это очень важно, так как если оболочка взорвется во время прокаливания или заливки металла не только произойдет потеря материала, но и может возникнуть опасность возникновения аварийной ситуации, получены травмы.
Снижение запыленности и загазованности воздуха рабочей зоны, понижение температуры воздушной среды до установленных санитарных норм достигается также герметизацией формовочного и смесеприготовительного оборудования.
Для плавильного участка характерно избыточное выделение тепла.
Одним из основных средств защиты от теплового потока при плавке, транспортировании и заливке металла является тепловая изоляция плавильных и нагревательных печей, емкостей для метала.
Освещение рабочего места.
Недостаточное или неправильно устроенное освещение ухудшает зрение работника, вызывает общее утомление, ведет к снижению производительности труда, к увеличению брака в работе и может явиться одной из основных причин травматизма.
При изготовлении данной отливки методом литья по выплавляемым моделям используется естественное освещение, осуществляемое через световые проемы в наружных стенах, а также искусственное освещение - общее и местное (комбинированное).
Естественное освещение может применяться следующих видов: боковое (через окна наружных стен), верхнее (через световые фонари), комбинированное (совместное применение бокового и верхнего освещения).
В цехе обработки выплавляемых моделей и в цехе механической обработки отливок рабочими выполняются точные зрительные работы, для которых необходимо освещение 500 люкс. Следовательно нужно установить дополнительные светильники.
При работе в литейном цехе работающие должны использовать защитные козырьковые очки со светофильтрами К1 Д-1 для защиты глаз спереди от слепящей яркости видимого света и ИК-излучений.
Требования электробезопасности при работе с электрической плавильной печью разрабатываются в соответствии с ГОСТ 12.1.030-81.
Защиту людей от поражения электрическим током при прикосновении к металлическим нетоковедущим частям, которые могут оказаться под напряжением в результате повреждения изоляции должно обеспечивать защитное заземление. Защитное заземление следует выполнять преднамеренным электрическим соединением металлических частей плавильной печи с “землей" или её эквивалентом. Корпуса источников питания печи и всех электроизмерительных приборов заземлены с помощью проводов из меди сечением 4 мм2, при этом обеспечен надежный контакт между корпусом и проводом. Провода, соединяющие источник питания с измерительными приборами, должны быть надежно изолированы и защищены от механических и других повреждений. Печь должна быть снабжена безопасными пускорегулирующими устройствами и исправными электроизмерительными приборами, расположена в месте, доступном для обслуживания, осмотра и эксплуатации.
4.2.3 Производственные опасности и методы борьбы с ними на участке сборки и окончательной обработки изделия
При очистке и механической обработке изделия, а также сборке клепкой основными вредными производственными факторами являются шум и вибрация.
Шум ухудшает условия труда, оказывая вредное действие на организм человека. Работающие в условиях длительного шумового воздействия испытывают раздражительность, головные боли, головокружение, снижение памяти, повышенную утомляемость, понижение аппетита, боли в ушах и т.д. Под воздействием шума снижается концентрация внимания, нарушаются физиологические функции. Все это снижает работоспособность человека и его производительность, качество и безопасность труда. Длительное воздействие интенсивного шума (выше 80 дБ) на слух человека приводит к его частичной или полной потере.
Вибрация может вызвать у работающего нарушение нормальной деятельности и сердечно-сосудистой систем, дыхательных органов, повышение кровяного давления, заболевание сосудов, мышц, зрения и слуха. Наиболее вредным для человека является одновременное действие шума и вибрации.
Расчет уровня шума на рабочих местах.
Основные источники шума при производстве ларца - токарный станок (обрезка литников) и удары молотка при сборке клепкой.
Определим суммарный уровень шума от источников с уровнями звукового давленияL1 - 75 и L - 78Дб. Преимущественная частота в спектре шума f - 500Гц. И сравним с допустимым уровнем звука на данной частоте Lдоп - 83 Дб
Суммарный уровень шума от нескольких источников не равен арифметической сумме уровней звукового давления каждого источника, а определяется в логарифмической зависимости. Суммарный уровень от источников имеющих разный уровень звукового давления определяется по формуле:
i = n i = n
1) S L = 10 lgS 100.1×L i (Дб) ,
i = 1 i = 1 Li -
где n – количество источников шума, уровень звукового давления каждого источника.
Для упрощения математических расчетов суммарный уровень шума от различных источников можно определить по выражению:
i = n
2) S L = Lmax+DL ,
i = 1
где Lmax – больший из суммарных уровнй шума в Дб
DL - добавка к максимальной величине уровня звукового давления. По таблице (в зависимости от разности двух складываемых уровней) DL=1.8
i = n
S L = 78+1.8 = 79.8дБ
i = 1
Вывод: Суммарный уровень шума в рабочем помещении не превышает допустимого.
Мероприятия по снижению производственного шума
Допустимые уровни звукового давления в октавных полосах частот, уровни звука и эквивалентные уровни звука на рабочих местах следует принимать в соответствии с ГОСТ 12.1.003 - 83 для широкополосного постоянного и непостоянного (кроме импульсного) шума 85 дБА.
Мероприятия по борьбе с шумом и вибрацией:
1). Подавление шума в источнике (смазка.)
2). Предупреждение распространения шума, звукопоглощение и звукоизоляция. Производится при помощи глушителей - материалов, уменьшающих уровень шума: реактивных (на металлической основе - отталкивающие звук) и абсорбционных (пористые, впитывающие материалы - резина, войлок. - поглощающие звук).
3). Строительные и организационные меры: вынос предприятия за черту города, зеленые насаждения.
4). Применение вибробезопасных машин, механизмов.
5). Средства динамического виброгашения.
6). Применение индивидуальных мер защиты: беруши, наушники, шлемы, обувь, перчатки.
В цехах (отделениях), где имеются производства с эквивалентными уровнями шума более 85 дБА, должны быть предусмотрены комнаты отдыха с уровнем шума не более 40 дБА.
Зоны с уровнем звука или эквивалентным уровнем звука выше 85 дБА должны быть обозначены знаками безопасности по ГОСТ 12.4.026, а работающие в этих зонах работники должны быть обеспечены средствами индивидуальной защиты по ГОСТ 12.4.051. Запрещается даже кратковременное пребывание в зонах с октавными уровнями звукового давления свыше 135 дБ в любой октавной полосе.
В качестве индивидуальных средств защиты от воздействия производственного шума используют противошумные наушники.
Машины и механизмы должны иметь минимальную вибрацию.
Рабочие места, на которых рабочие подвергаются воздействию вибрации, должны быть зафиксированы.
Должны быть разработаны схемы размещения машин с учетом создания минимальных вибраций на рабочих местах.
При работе на станках для механической обработки отливок рабочие должны использовать очки для защиты глаз спереди и с боков от летящих твердых частиц.
4.3 Экологичность проектаТехнология плазменной резки является прогрессивной, т.к. снижает трудоемкость производства при минимальной численности производственного персонала, решает социальные вопросы, освобождая человека от вредных условий труда и уменьшая долю ручного труда за счет автоматизации. Корпуса источников питания ГАУ и всех электроизмерительных приборов заземлены, при этом обеспечен надежный контакт между корпусом и проводом. Участок плазменной резки выносится в отдельное помещение снабженное ограждениями и предупреждающими надписями
Литейное производство цветных сплавов оказывает огромное воздействие на окружающую среду, поэтому при проектировании данного литейного цеха предусмотрены процессы и оборудование, позволяющие максимально снизить выделение пыли и газов и осуществить их очистку и обезвреживание, а также использована малоотходная технология производства художественных отливок и замкнутое водоснабжение.
Поступающие в цех цветного литья шихтовые и формовочные материалы снабжают технологической характеристикой. Эти материалы должны соответствовать стандартам и технологическим условиям.
Для предотвращения поражения рабочих электрическим током при плавке металла в электропечи все операции, связанные с прикосновением к тиглю или жидкому металлу осуществляются только при снятом с нагревателей напряжении. Корпуса источников питания и всех электроизмерительных приборов заземлены, при этом обеспечен надежный контакт между корпусом и проводом.
Согласно требованиям безопасности при литье по выплавляемым моделям, изолированные помещения выделены для следующих технологических операций:
приготовление модельного состава и изготовление моделей;
приготовление наполнительных смесей, формовка и выбивка отливок;
выплавление моделей, прокалка форм, плавка и заливка металла;
очистка отливок, отделение отливок от литников.
Удаляемый из производственных помещений вентиляционный воздух может стать причиной загрязнения атмосферного воздуха промышленных площадок и населенных мест.
В литейном цехе наиболее крупными источниками пыле - и газовыделения в атмосферу являются: вагранки, участки складирования и переработки шихты и формовочных материалов; участки выбивки и очистки литья Значительное количество пыли и газов выделяется в атмосферу участками литейных цехов по приготовлению, переработке и использованию шихты и формовочных материалов.
Для предотвращения загрязнения атмосферы выбросами данного участка литья по выплавляемым моделям в системе вентиляции установлены фильтры. Они применяются для тонкой очистки газов от частиц и капельной жидкости.
Помещения для изготовления и сушки блоков моделей с нанесенным слоем огнеупорного покрытия оборудованы двухзонными электрофильтрами ФЭ.
Помещения для приготовления модельного состава и работы с ним обеспечены электрическими туманоуловителями для улавливания испарений минеральных масел и пластификаторов. При работе с модельными составами плавильные установки загружаются не более, чем на 0,75 объема ванны. Оборудование для расплавления модельного состава снабжено системой терморегуляции, отключающей нагрев при достижении предельно допустимой температуры (120 С°).
Помещения для заливки металла в оболочковые керамические формы и участок для выбивки форм оборудованы местной вытяжной вентиляцией.
Станки для обработки отливок шлифованием оборудованы кожухами-укрытиями с пылеотстойниками для сбора крупной пыли, а также местной вытяжной вентиляцией.
В литейном цехе вода используется на операциях транспортировки и промывки формовочной земли в отделениях регенерации, а также на систему вентиляции. Образующиеся при выполнении этих операций сточные воды загрязняются песком, зольными остатками от выгоревшей смеси и связующими добавками формовочной смеси.
Так как при литье отливок по выплавляемым моделям для производства используется сравнительно небольшое количество воды, применяемое многократно и очищаемое отстаиванием, концентрация примесей в сточных водах не превышает допустимую.
4.4 Устойчивость к чрезвычайным ситуациямКатегория помещений для изготовления изделий методом плазменной резки и методом литья по выплавляемым моделям по взрывоопасности - 2г в соответствии с НПБ 105 - 95.
Мероприятия по обеспечению пожарной безопасности разработаны в соответствии с ГОСТ 12.1.004 - 85 “ ССБТ. Пожарная безопасность”.
Помещение содержится в чистоте, загромождения переходов и подступов к пожарному инвентарю не допускаются.
Ветошь и промасленные обтирочные материалы следует складываются в специальный металлический ящик.
Электрические рубильники установлены на огнестойкой панели и закрыты металлическими кожухами.
В лаборатории установлены ящики с песком, огнетушители. Противопожарные средства хранятся на видном и доступном месте и содержатся в постоянной готовности к применению.
Выводы.
Условия труда в цехе, оборудование и тех-процесс соответствуют требованиям единой системы техники безопасности, соответствует требованиям по экологичности и ресурсосбережению, устойчивости к чрезвычайным ситуациям уделяется должное внимание.
5. Экономическое обоснование 5.1 Концепция бизнеса
В качестве объекта бизнеса предлагаем выпуск светильников-фонарей.
Конкретно предлагаем ввести новую номенклатуру изделий на металлургическом заводе, оснащенном оборудованием для плазменной резки металла, позволяющую освоить новые, возможно ранее не задействованные сегменты рынка.
Возможность для бизнеса и привлекательность данного предложения для предприятия состоит в следующем:
1) выпуск изделий предполагается уже на существующем оборудовании, не занимает много времени, за счет скорости процесса резки (67мм/с), следовательно, не отнимет много производственных мощностей от основного процесса;
2) нет необходимости дополнительного вложения в материал изделия (листовой и чушковый алюминий), возможно и целесообразно применение остатков основного производства (обреза);
3) предполагается использование недорогих материалов, при этом ценность изделия будет повышена за счет его художественного исполнения;
4) особенность технологического процесса позволяет выполнять множество вариантов подобного изделия, без изменения количества материала, работающего персонала и т.д. (различный узор стенок);
Главной целью предполагаемого бизнеса является получение прибыли за счет предложения конкурентно-способных видов продукции, технических решений.
Главная цель бизнес-плана - выработка стратегических решений путем рассмотрения предполагаемого объекта бизнеса с позиции маркетингового синтеза.
Данный бизнес - план предназначен для руководства предприятия.
Потребность в инвестициях составляет 310тыс. руб.
Точка безубыточности 248шт.
5.2 Характеристика продукции 5.2.1 Информация о стилистике, актуальности изделияПри выборе объекта для бизнеса я хотела создать изделие достаточно необычное, при этом актуальное и имеющее не только декоративную, но и практическую сторону применения
В нашей стране сейчас идет курс на возрождение национальной традиции, не менее важна и другая тенденция, особой сферой внимания становится свет и всевозможные светильники.
Опираясь на выше сказанное, я решила разработать светильник в средневековом русском стиле.
5.2.2 Достоинства и преимущества технического решения, возможность расширения номенклатуры выпускаемых изделийОсобенность технологического процесса плазменной резки на машинах с ЧПУ позволяет выполнять множество вариантов подобного изделия, без изменения количества материала, работающего персонала и т.д. (различный узор стенок), а также при незначительных изменениях большое количество вариаций художественно-бытовых изделий, выполненных по той же технологии (вентиляционные решетки, подставки под сковородку, чайник и т.д.)
5.2.3 Анализ конкурентовФирмой конкурентом на рынке является "Ravensburger" (страна производитель - Германия)
Целью этой фирмы является освоение нового рынка.
В связи с этим фирма "Ravensburger" проводит политику сниженных цен (цена существенно ниже, чем в Германии). Цена на изделия является вполне доступной для рядового покупателя (1000-2500рублей в зависимости от сложности). И это является их сильной стороной.
В ответ на это предлагаем установить цену ниже верхней цены конкурентов при таком же уровне качества и сложности. (1600руб).
Слабые стороны конкурентов:
простое незатейливое исполнение, не отвечающее требовательному вкусу;
не знание особенностей и предпочтений покупателей в нашем регионе (нет ориентации на потребителя);
не надежность сроков поставки;
отсутствие продвижения товара: рекламы, содействия торговле.
В отличие от фирмы конкурента, нами изначально было проведено исследование, направленное на разработку и изготовление такого товара, который необходим покупателю, отвечает его вкусам. Существует возможность постоянного отслеживания спроса, разработки новых форм. Нет сложности с доставкой произведенных товаров в приемлемое для покупателя время и обеспечение соответствующего послепродажного обслуживания. Предусмотрены меры по продвижению товара - реклама, участие в выставках.
Итак, проанализировав товары представленные в нашем городе, я обнаружила светильники, выполненные по данной технологии только у одной фирмы "Ravensburger", но они существенно отличаются от предложенного мной изделия по стилистике, так что можно сказать, что речь идет об уникальном, эксклюзивном товаре, слабо представленном на рынке.
5.2.4 Основная группа потребителей
Данный вид продукции ориентирован на широкую группу потребителей благодаря своей многофункциональности (применение в доме и в саду), возможности вариации во внешнем исполнении (узор, цвет стенок, стекла), доступной цене.
5.2.5 Маркетинговая ориентация и анализ производимой продукцииТовар "по замыслу".
Приобретая "Ларец" покупатель получает художественно изделие, служащее для бытовых целей, согревающее своим светом, навевающее воспоминание о детских сказках.
Товар "в реальном исполнении".
Изделие "Ларец" состоит из 15 частей
Стенки, ключ и дно представляют собой узорчатые решетки, выполненные по технологии плазменной резки
Служит источником освещения.
. Товар "с подкреплением спроса".
В качестве дополнительных услуг можно предложить поставки в кредит, изготовление фонарей с лампой или свечей, выполнение рисунков по пожеланию заказчика.
5.3 Исследование и анализ рынкаПотребителями данного изделия будут люди со средним уровнем дохода. Реализация продукции будет осуществляться в Ростове и городах ростовской области, а также юга России, через художественные салоны, различные выставки, магазины осветительных приборов. Увеличение объема производства возможно благодаря основным преимуществам, а это малые капитальные вложения и низкая себестоимость.
Таблица.1. Объем продаж в натуральном выражении во временном аспекте.
|
Сегменты рынка |
Планируемые объемы продаж по годам | ||||||
| 2005 | 2006 | 2007 | |||||
| 1 кв. | 2 кв. | 3 кв. | 4 кв. |
I полу- годие |
II полу- годие |
||
|
Ростовская область |
100 | 100 | 100 | 100 | 200 | 200 | 300 |
|
Юг России |
50 | 50 | 50 | 50 | 100 | 100 | 300 |
| Итого | 150 | 150 | 150 | 150 | 300 | 300 | 600 |
N = 1800 шт.
5.4 Производственный планТаблица 2. Потребность в материалах
|
№ п/п |
Наименование | Требуемое количество | Цена |
Стоимость, Руб. |
| 1 |
Лист АД. М1.5х600х2000 Масса 1погонного метра - 2.453кг |
500х550мм | 100руб/кг | 123 |
| 2 | Алюминий литейный АК12 | 400гр | 50руб/кг | 20 |
| 3 | Стекло матированное | 500х500мм |
120руб/м2 |
30 |
| 4 |
Краска, клей |
95руб 83руб |
≈20 | |
| Итого | 193 |
Таблица 3. Зарплата рабочих по видам работ в перерасчете на 3 года.
|
№ п/п |
Профессия |
Зарплата в день (тыс. руб) |
Число рабочих дней в году |
Зарплата за 20052007г (тыс. руб.) |
| 1 | художник | 1.32 | 200 | 264 |
| 2 | плавильщик | 0.707 | 140 | 99 |
| 3 | формовщик | 0.943 | 140 | 132 |
| 4 | станочник | 1.4 | 140 | 198 |
| 5 | слесарь | 0.825 | 200 | 165 |
| Итого | 858 |
Зарплата на одно изделие равняется сумме заработной платы рабочих за учетный срок деленной на количество изделий.
858000/1800=476руб.
Таблица 4. Потребность в дополнительном оборудовании.
| № п/п | Наименование технических средств | Стоимость, тыс. руб |
| 1 | Сверлильная головка | 3.7 |
Таблица 5. Себестоимости одного изделия
|
№ п/п |
Наименование затрат | Сумма |
| 1 | Материал | 193 |
| 2 | Зарплата на одно изделие | 476 |
| 3 | Начисления на з/п. (единый соц. налог) | 123.76 |
| 4 | Общепроизводственные налоги | 46.58 |
| 5 | Общехозяйственные налоги | 46.58 |
| 6 | Коммерческие расходы | 18.08 |
| Итого | 904 |
Расчет цены единицы изделия.
Если себестоимость изделия - 904 рубля.
Оптовая цена (Цопт) будет равняться себистоимость (С) +прибыль (П)
Прибыль: П = С*Р/100,где Р - рентабельность (50%)
П = 904*50/100=452рубля, Цопт=904+452=1356рублей
Цена продукции (Цпр) будет равняться сумме оптовой цены и НДС (18%) С учетом цен фирм конкурентов:
Цпр=1356+1356*0.18=1600рублей.
Таблица 6. Потребность в инвестициях
| № п/п | Наименование | Стоимость (тыс. руб) |
| 1 | Дополнительное оборудование | 3.7 |
| 2 | Затраты на НИОКР | 57.6 |
| 3 | Технологическая подготовка | 57.6 |
| 4 | Пополнение оборотных средств | 104.22 |
| 5 | Затраты на маркетинг | 86.4 |
| Итого | 310 |
Чтобы определить чистую прибыль предприятия по периодам составим таблицу доходов и затрат.
Доходы определяем умножением цены продаж на число изделий, выпущенное в расчетный период.
Издержки получаем произведением себестоимости на объем реализации в расчетный период.
Прибыль от реализации получаем, вычитая издержки от доходов в каждом расчетном периоде.
Налог на прибыль составляет 24%.
Таблица 7. Таблица доходов и затрат по выпуску продукции (тыс. руб.).
| Показатели | 2005г | 2006г | 2007г | ||||
| 1 кв | 2 кв | 3 кв | 4 кв | I полугодие | II полугодие | ||
| 1. Доходы | 240 | 240 | 240 | 240 | 480 | 480 | 960 |
| 2. Издержки | 135.6 | 135.6 | 135.6 | 135.6 | 271.2 | 271.2 | 542.4 |
| 3. Прибыль от реализации | 104.4 | 104.4 | 104.4 | 104.4 | 208.8 | 208.8 | 417.6 |
|
4. Налог на прибыль |
25.056 | 25.056 | 25.056 | 25.056 | 50.112 | 50.112 | 100.224 |
| 5. Чистая прибыль | 79.344 | 79.344 | 79.344 | 79.344 | 158.688 | 158.688 | 317.376 |
|
Справочный объем продукции. |
150 | 150 | 150 | 150 | 300 | 300 | 600 |
Таблица 8. Возможность погашения капитальных вложений при ставке процента за кредит - 16% годовых (тыс. руб.).
| Показатели | 2005г. | 2006г | 2007г | ||||
| 1 кв. | 2 кв. | 3 кв | 4 кв. | I п/г | II п/г | ||
| 1. Сумма инвести-ционного кредита | 310 | ||||||
| 2. Ожидаемая чистая прибыль | 79.344 | 79.344 | 79.344 | 79.344 | 158.688 | 158.688 | 317.376 |
| 3. Дисконтированная чистая прибыль | 76.292 | 76.292 | 76.292 | 76.292 | 146.93 | 146.93 | 273.6 |
| Непогашенный остаток капитал. вложений на конец периода | 233.708 | 157.416 | 81.124 | 4.832 | |||
| Остаток чистой прибыли на конец периода | 142.1 | 146.93 | 273.6 | ||||
*Коэффициент дисконтирования - 0.04
Расчеты показывают, что погашение кредита возможно в I квартале второго года выпуска. Далее осуществляется капитализация прибыли.
Расчет безубыточности.
Объемом безубыточности производства является объем продаж, при котором предприятие уже не несет убытков, но еще не имеет прибыли.
Расчет точки безубыточности определяется следующим образом:
Q = Ипост N/ (Цпр - Ипер),
Где Ипост - постоянные затраты, N - объем выпуска продукции за расчетный период, Цпр - цена продукции, Ипер - переменные затраты.
Q = (46.38*2+18.08) *1800/ (1600- (193+476+123.76)) = 248шт.
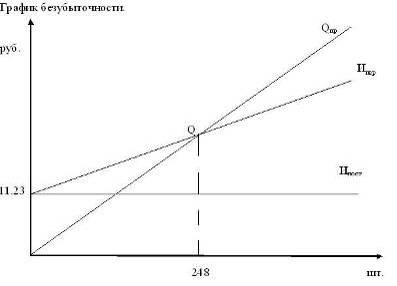
План маркетинга - это план мероприятий по достижению намечаемого объема продаж и получению максимальной прибыли путем удовлетворения рыночных потребностей.
Товарная стратегия предполагает курс действий, обеспечивающих формирование ассортимента товара:
разработка "пионерного товара", который будет лидером на ближайшие годы и утвердит репутацию фирмы.
разработка маркетинговых программ по расширению ассортимента выпускаемой продукции и возможность выбора изделий по каталогу.
Стратегия ценообразования увязывается с кратко и долгосрочными целями, базируется на издержках производства и, в основном, на спросе на продукцию и ценах конкурентов.
Ценовая политика может предусматривать:
использование гибких цен в зависимости от модификации,
взаимосвязь цены и качества.
Сбытовая стратегия предполагает ориентацию на систему формирования спроса и стимулирования сбыта и предусматривает:
рекламную деятельность,
организацию и участие в ярмарках, выставках, презентациях,
использование кредита в различных формах, продажи в рассрочку, бартера.
Стратегия организации сервисного обслуживания предполагает предпродажный и послепродажный сервис.
Предпродажный сервис ориентирован на постоянное изучение и анализ требований потребителя с целью совершенствования качественных параметров объекта бизнеса.
Послепродажный сервис предполагает комплекс работ по гарантийному обслуживанию.
5.7 Потенциальные рискиВ рыночных условиях особенно необходимо заранее предусмотреть все возможные рисковые операции.
Производственные риски связаны с всевозможными нарушениями в производственном процессе или процессе поставки сырья, материалов. Как правило, мерами по снижению этих рисков являются действенный контроль за ходом производственного процесса и усиления влияния на поставщиков путем диверсификации и дублировании поставщиков.
Коммерческие риски связаны с реализацией продукции на товарном рынке. Мерами снижения коммерческих рисков может быть:
систематическое изучение коньюктуры рынка,
соответствующая ценовая политика,
образование сети сервисного обслуживания,
реклама.
Финансовые риски вызываются инфляционными процессами, неплатежами. Они могут быть снижены благодаря созданию системы финансового менеджмента на предприятии.
Риски, связанные с форс-мажорными обстоятельствами, это риски, обусловленные непредвиденными обстоятельствами. Мерой по снижению служит достаточный запас финансовой прочности предприятия.
Заключение
В результате выполненной дипломной работы было создано изделие.
В ходе работе была выполнена художественная часть в которой приведены историческая справка по стилистике "Ларца", разработки по формообразованию и композиции.
Изделие было выполнено вручную (выпиливанием лобзиком) как экспериментальный образец, но в технологической части произведен выбор технологии изготовления изделия путем анализа альтернативных способов. Наиболее подходящим с точки зрения обеспечения качества изделия принята технология плазменной резки (для изготовления стенок ларца) и литья по выплавляемым моделям (для ножек). Также был выбран материал для изготовления изделия АК-12 (для ножек) и АД (для стенок изделия). Материалом для изготовления выплавляемых моделей послужил модельный состав Р3. Был разработан технологический процесс изготовления изделия.
В организационной части разработана блок-схема изготовления изделия, обоснован выбор комплекса оборудования и приведены его технические характеристики.
В результате анализа опасных и вредных факторов были сделаны выводы, что условия труда в цехе, оборудование и тех-процесс соответствуют требованиям единой системы техники безопасности, соответствует требованиям по экологичности и ресурсосбережению, устойчивости к чрезвычайным ситуациям уделяется должное внимание.
В экономическом обосновании выполнена маркетинговая ориентация и анализ производимой продукции, проведены исследование и анализ рынка, составлены производственный, финансовый план и план маркетинговых действий, рассчитана цена изделия, построен график безубыточности.
Выполненная работа соответствует полученному заданию.
Список использованной литературы
1. "История русского искусства", Москва, "Изобразительное искусство", 1979г.
2. "Мифологический словарь", Москва, "Советская энциклопедия", 1991г.
3. "Русская народная картинка", Москва, "Изобразительное искусство", 1987г.
4. "Атрибуция музейного памятника", Санкт - Петербург, 1999г.
5. "Школа изобразительного искусства", Москва, "Изобразительное искусство", 1988г.
6. Л.М. Холмянский, А.С. Щипанов "Дизайн", Москва, Издательство "Просвещение", 1985г.
7. "Словарь античности", Издательство "Просвещение", 1989г.
8. "Плазменная резка".Д.Г. Быховский Издательство "Машиностроение" Ленинград 1972г.
9. "Применение общих и частных концепций при создании и развитии типового гибкого автоматизированного участка тепловой резки металла". Ю.С. Титков Ленинград, типография ЛДНТП, 1987.
10. "Плазменная резка". И.Г. Ширшов, В.Н. Котиков. Издательство "Машиностроение" Ленинградское отделение. 1987г.
11. И.А. Дудников, М.М. Михайлова "Литниковые системы для различных методой литья", Ростов-на-Дону 2003 2.
12. Дудников И.А., Кутовой Н. Д Фомин В.Н. "Технология изготовления литых художественных изделий": Учеб. пособие. - Ростов н/Д; Издательский центр ДГТУ, 2001 г. - 97с.
13. Галдим МЛ. Чернега Д.Ф., Иванчук Д.Ф. "Цветное литье". Справочное издание, 1989 г.
14. "Металлы и сплавы для художественных и ювелирных изделий", Б.Т. Никифоров, С.Д. Колотиенко, Ростов - на - Дону, 2001г.
15. "Определение состава шихты при производстве литейных сплавов", Методические указания, научный редактор Фомин В.Н., Издательский центр ДГТУ, 2003г.
16. "Технология конструкционных материалов", под редакцией А.М. Дальского, Москва, Машиностроение, 1985г.
17. В.П. Романовский, "Справочник по холодной штамповке", "Машиностроение" Ленинград 1979г.
18. ГОСТ 12.1.030 - 81. ССБТ. Электробезопасность. Защитное заземление, зануление.
19. Справочник по клеям/Составители: Айрапетян Л.Х., Заика В.Д., Елецкая Л.Д., Яншина Л.А. - Ленинград, издательство "Химия", 1980г.