
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Дипломная работа: Основи базування деталей та заготовок
Дипломная работа: Основи базування деталей та заготовок
Основи базування деталей та заготовок
1. Поняття про базу та базування
У процесі виготовлення машини виникають задачі з’єднання з необхідною точністю двох або більшої кількості деталей. Такі задачі виникають також при складанні регулюванні машин та їх механізмів, при обробці деталей на різних технологічних системах, коли деталь необхідно встановити і закріпити із заданою точністю на столі верстата або в пристрої. Аналогічні задачі доводиться розв’язувати при встановленні та закріпленні різального інструменту на шпинделі верстата, борштанзі, різцетримачі, а також щоразу, коли необхідно виконати вимірювання деталі або заготовки за допомогою будь-якого вимірювального інструменту або пристрою.
Для розв’язування задач такого виду служать основи базування.
За державним стандартом база – це поверхня або сполучення поверхонь, вісь, точка, які належать заготовці або виробу і використовуються для базування.
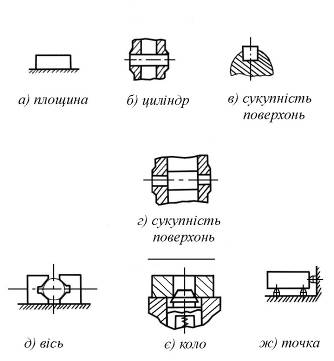
Рис. 1. Види баз
Базування – це надання заготовці або виробу потрібного положення відносно вибраної системи координат: при складанні – надання деталі потрібного положення у виробі відносно інших, раніше встановлених деталей або виробів; при механічній обробці – надання заготовці потрібного положення на верстаті відносно його елементів, що визначають траєкторію відносного руху деталі та оброблювального інструменту; при вимірюванні – надання заготовці або деталі потрібного положення відносно вимірювального інструменту.
Базами можуть бути: площина (рис. 1, а), циліндр (рис. 1, б), сукупність поверхонь (рис. 1, в, г), лінія: вісь (рис. 1, д), коло (рис. 1, е), точка (точки) (рис. 1, ж).
2. Основні положення теорії базування [1]
В основу теорії покладений розділ теоретичної механіки про визначення положення твердого тіла в просторі.
Як відомо, теоретична механіка розглядає два стани тіла: спокою та руху. Ці поняття мають сенс лише тоді, коли вказується система відліку. Якщо положення тіла відносно системи відліку протягом часу не змінюється – тіло перебуває в стані спокою, якщо змінюється – в стані руху.
Потрібні положення або рух тіла відносно системи розрахунку досягається накладанням на нього геометричних або кінематичних зв’язків.
Зв’язками називають умови, які накладаються або на положення, або на швидкості точок тіла. В першому випадку зв’язки називають геометричними (голономними), в другому – кінематичними (неголономними). Якщо на тіло накладені геометричні зв’язки, то завдяки їм деякі переміщення тіла виявляються неможливими.
Можливим переміщенням тіла називаються елементарні переміщення, які можна здійснити без порушення накладених на тіло зв’язків. Кількість таких можливих переміщень називають числом ступенів вільності даного тіла.
Якщо тверде тіло може одержувати будь-яке переміщення в просторі, то таке тіло називають вільним. Таке тіло має шість ступенів вільності: три переміщення вздовж координатних осей і три – повороту навколо цих осей.
Таким чином, щоб зробити тіло нерухомим, потрібно позбавити тіло шести ступенів вільності, а для цього накласти на нього шість зв’язків.
Виберемо за систему відліку прямокутну систему координат OXYZ. В цій системі розташуємо абсолютно тверде тіло, з яким жорстко зв’язана система координат O'X'Y'Z' (рис. 2). Тому зв’язки можна накладати на цю систему.
Визначити положення рухомої системи координат O'X'Y'Z' відносно системи ОХУZ можна двома способами:
1) задати положення початку координат O' відносно O радіусом-вектором r і трьома кутами Ейлера (прецесії –ψ, мутації – θ і власного обертання – φ).
Тоді умови перебування тіла в стані спокою будуть наступні: r = const; ψ = const; θ = const; φ = const.
2) накласти геометричні зв’язки на координатні площини системи O'X'Y'Z'
Тим самим тіло позбавляється трьох переміщень вздовж осей декартової системи координат і трьох поворотів навколо цих осей, тобто тіло стає нерухомим у системі (див. рис. 2).
Умови перебування тіла в стані спокою в цьому випадку матимуть вигляд: z1 = const; z2 = const; z3 = const; x4 = const; x5 = const; y6 = const.
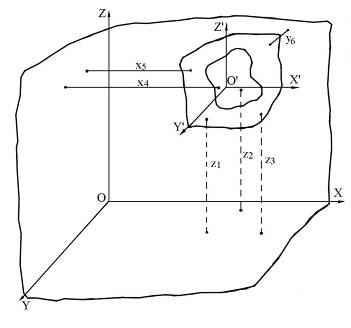
Рис. 2. Зв’язки твердого тіла
Таким чином, зв’язками забезпечується задане положення тіла в системі ОХУZ у кожний розглядуваний момент часу.
За реальних умов зв’язки практично здійснюються за допомогою матеріальних тіл. Реалізація двосторонніх геометричних зв’язків досягається стиканням поверхонь тіла з поверхнями іншого тіла, до якого воно приєднується, і прикладанням сил і пар сил для забезпечення контакту між ними.
Реальні тіла-деталі обмежені криволінійними поверхнями, тому можуть контактувати лише на окремих елементарних площадках, які умовно вважаються точками контакту (рис. 3).
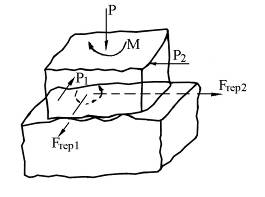
Рис. 3. Контакт двох твердих тіл
Для того щоб реальні зв’язки відповідали теоретичним (жорсткий двосторонній зв’язок), для фіксації досягнутого положення необхідне прикладання сил і пар сил – силового замикання.
Таким чином, матеріалізація геометричних зв’язків досягається за допомогою шести точок, розташованих відповідним чином на поверхнях деталі і силового замикання.
Працюючи з кресленнями, маємо справу з ідеалізацією форми поверхонь, тому вважається, що здійснення необхідних зв’язків досягається контактом деталей по поверхнях, а наявність реальних зв’язків символізується опорними точками, які мають теоретичний характер.
Схема розміщення опорних точок на базах заготовки або виробу називається теоретичною схемою базування. На теоретичній схемі базування опорні точки зображають умовними знаками (рис. ).
Опорні точки нумеруються, починаючи з бази, на якій розташовується їх найбільша кількість. Номер точки проставляється справа від умовного знака.
Якщо в якій-небудь проекції опорна точка накладається на іншу, то зображається одна точка і біля неї проставляються номери суміщених точок.
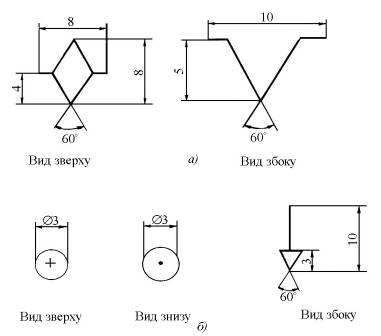
Рис.4. Умовні позначення опорних точок (а) та зусиль (б)
Приклад застосування умовних позначень опорних точок і прикладених зусиль відносно до деталі призматичної форми наведено на рис. 5.
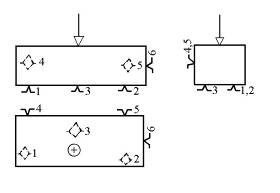
Рис. 5. Теоретична схема базування призматичного тіла
3. Базування тіл різної форми
3.1 Базування призматичного тіла
Відповідно до висновків теоретичної механіки, для визначення положення призматичного тіла відносно системи координат ОХУZ необхідно зв’язати його нижню поверхню А трьома жорсткими двосторонніми утримуючими зв’язками з площиною ХОУ прямокутної системи координат (рис. 6).
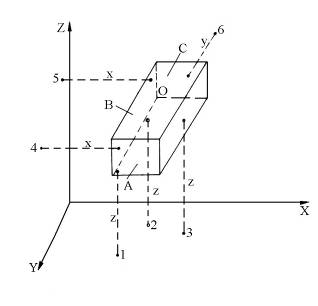
Рис. 6. Базування призматичного тіла
Зв’язки z позбавляють тіло переміщення вздовж координатної осі OZ, обертання навколо осей OY та OX.
Поверхня А, яка несе на собі 3 опорні точки і позбавляє тіло 3 ступенів вільності (переміщення вздовж однієї з координатних осей і обертання навколо двох інших координатних осей), називається установчою базою.
Розташування опорних точок визначається з умови рівноваги тіла під дією сил тяжіння.
Для того щоб виключити переміщення тіла вздовж осі OХ і обертання навколо осі OZ, зв’яжемо поверхню В відповідно двома зв’язками x4, x5 з площиною ZОY.
Поверхня В, яка позбавляє тіло (заготовку) двох ступенів вільності (переміщення вздовж однієї координатної осі і обертання навколо іншої осі), називається напрямною базою.
Таким чином, тіло має можливість тільки переміщуватись вздовж осі OY. Для виключення і цього переміщення зв’яжемо поверхню С одним жорстоким двостороннім зв’язком з площиною ZOХ.
Поверхня С, яка несе на собі одну опорну точку і позбавляє тіло 1 ступеня вільності (переміщення вздовж однієї з координатних осей), називається опорною базою. Сукупність трьох баз, що утворює систему координат заготовки (виробу), складає комплект баз.
Реалізація розглянутої теоретичної схеми базування здійснюється встановленням заготовки на установчі елементи пристрою.
Невідривний контакт баз із установчими елементами пристрою забезпечується прикладанням сил затискання.
3.2 Базування циліндричного тіла
Зв’язавши циліндричну поверхню А (рис. 7) двома жорсткими двосторонніми зв’язками з площиною XOY і двома – з площиною YOZ, циліндричне тіло позбавляється 4 ступенів вільності, зв’язки Z позбавляють тіло переміщення вздовж осі OZ і обертання навколо осі ОХ, зв’язки Х – переміщення вздовж осі ОХ і обертання навколо осі OZ.
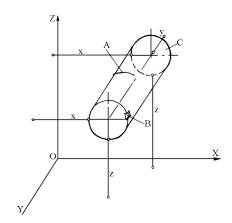
Рис. 7. Базування циліндричного тіла (довгого)
Поверхня А, яка несе на собі чотири опорні точки і позбавляє тіло чотирьох ступенів вільності (переміщень вздовж двох координатних осей і обертання навколо цих самих осей), називається подвійною напрямною базою.
Для усунення можливості переміщення тіла вздовж осі ОY необхідно з’єднати його торець С двостороннім зв’язком – координатою y з площиною XOZ.
Поверхня С позбавляє тіло одного ступеня вільності. Переміщення вздовж осі OY називається опорною базою.
Для позбавлення тіла шостого ступеня точності (можливості обертання навколо власної осі) повинен бути передбачений шостий двосторонній зв’язок у вигляді опорної точки, що розташована на поверхні шпонкової канавки В.
Поверхня В, яка несе в собі одну опорну точку і позбавляє тіло одного ступеня вільності (обертання навколо однієї з координатних осей), називається другою опорною базою.
Реалізація теоретичної схеми базування найчастіше здійснюється за допомогою призм.
3.3 Базування диска
Диск – це циліндрична деталь, у якої довжина циліндричної поверхні менша за діаметр. У зв’язку з цим можливості орієнтування деталі у циліндричної поверхні значно обмежені порівняно з циліндром, проте у торцевої поверхні такі можливості зростають.
У відповідності з цим при орієнтуванні у просторі короткого циліндричного тіла (типу тонкого диску) необхідно з’єднати його торцеву поверхню А (рис. 8) трьома двосторонніми зв’язками (координатами) з площиною XOZ. При цьому тіло позбавляється трьох ступенів вільності: можливості переміщення вздовж осі OY і обертання навколо осей ОХ та OZ.
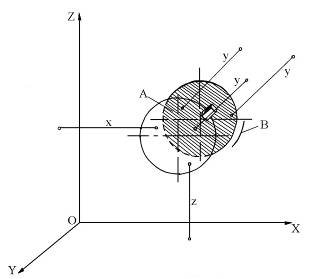
Рис. 8. Базування диска
Для позбавлення тіла можливості переміщення вздовж осей ОХ та OZ необхідно з’єднати його циліндричну поверхню В двосторонніми зв’язками, тобто координатами Х та Z1 з площинами ХОY та YОZ; шостий двосторонній зв’язок, що позбавляє тіло можливості обертатись навколо власної осі, яка паралельна осі OY, створюється розташуванням опорної точки на поверхні шпонкової канавки С.
При відповідній заміні двосторонніх зв’язків опорними точками торцьова поверхня А (рис. 8) диска, що контактує з трьома опорними точками, і яка позбавляє диск трьох ступенів вільності, називається установчою базою; циліндрична поверхня В, що контактує з двома опорними точками і позбавляє диск двох ступенів вільності, називається подвійною опорною (чи центруючою) базою, а поверхня шпонкової канавки С, що позбавляє диск одного ступеня вільності, – опорною базою.
Необхідно зазначити, що схеми базування заготовок із внутрішніми циліндричними поверхнями принципово подібні розглянутим.
3.4 Базування конічного тіла
Специфічні особливості має орієнтування у просторі конічних заготовок і деталей.
При встановленні заготовки чи деталі по довгій конічній поверхні з відносно невеликою конусністю (отвори в шпинделях верстатів, конусні хвостовики різальних інструментів, конічні оправки “тертя”) конічна поверхня позбавляє деталь п’яти ступенів вільності (переміщення вздовж всіх трьох осей системи координат і обертання навколо двох осей системи координат), залишаючи їй тільки одну ступінь вільності – можливість обертання навколо власної осі, яка може розглядатись як третя вісь системи координат. Таким чином, в цьому випадку конічна поверхня суміщає в собі функції подвійної напрямної та опорної поверхні циліндричної деталі і може бути названа опорно-напрямною базою. Очевидно, що для повної орієнтації конічної заготовки чи деталі в просторі необхідно позбавити її ще одного ступеня вільності, розмістивши на одній із її поверхонь шосту опорну точку (шпонковий паз, лиска), яка називається опорною базою.
Таким чином, повне базування конусної деталі, яке позбавляє її шести ступенів вільності, досягається при використанні комплекту двох баз: упорно-напрямної та опорної.
При базуванні заготовки по короткій конічній поверхні з відносно великим кутом конуса (як це має місце при встановленні заготовки в центрах) умови базування значно змінюються.
Конічна поверхня короткого центрового отвору не в змозі виконувати функції спрямування осі заготовки, і її можливості обмежуються виконанням функції центрування (аналогічно циліндричній поверхні диска, яка є подвійною опорною чи центруючою базою), а в деяких випадках доповнюються виконанням функції опорної бази. Незважаючи на зовнішню подібність задачі в орієнтуванні заготовки, ролі, виконувані лівим і правим центровими отворами, неоднакові. Лівий центровий отвір, стикається з нерухомим в осьовому напрямку центром передньої балки, виконує функції центрування і визначає положення заготовки в осьовому напрямку. Таким чином, він позбавляє заготовку трьох ступенів вільності (переміщення вздовж трьох осей координат) і несе на собі три опорні точки. За виконуваною функцією конічна поверхня переднього (лівого) отвору називається опорно-центруючою базою.
Функція заднього центрового отвору, який стикається з рухомим в осьовому напрямку центром задньої бабки, обмежена виконанням центрування. Це поверхня контактує з двома опорними точками і позбавляє заготовку двох ступенів вільності (обертання навколо осей Y та Z системи координат). У відповідності з цим конічна поверхня заднього центрового отвору називається центруючою базою.
Отже, встановлення заготовки в центрах позбавляє її п’яти ступенів вільності, зберігаючи можливість обертання заготовки навколо власної осі.
Очевидно, що у випадку необхідності точної орієнтації положення заготовки з точки зору її обертання відносно осі (що буває необхідно, наприклад, у випадку несиметричних заготовок на фрезерних верстатах при їх встановленні в центрах, при нарізанні багатозахідних нарізок тощо) необхідно використовувати одну з допоміжних поверхонь заготовок як опорну базу, вводячи її в контакт з шостою опорною точкою та позбавляючи заготовку шостого ступеня вільності.
4. Правило шести точок. Повне і неповне базування
Для забезпечення нерухомості заготовки або виробу у вибраній системі координат на них необхідно накласти шість двосторонніх геометричних зв’язків, для створення яких необхідний комплект баз, що несуть шість опорних точок. Ця умова отримала назву правила шести точок.
Але необхідно пам’ятати, що при цьому маються на увазі жорсткі двосторонні зв’язки, виключаючи можливість будь-якого переміщення тіла вздовж цих зв’язків.
При реалізації ж теоретичної схеми базування двосторонні зв’язки перетворюються в опорні точки і тим самим в односторонні зв’язки. Це означає, що досягнуте правильне положення деталі може змінитись під дією сил і моментів сил різання або складання. Для збереження одержаного при базуванні правильного положення деталі необхідно забезпечити неперервність контакту сполучених поверхонь деталей для жорсткого двостороннього зв’язку.
Тому при реалізації теоретичної схеми базування не можна обмежуватись тільки створенням необхідних шести опорних точок, а необхідно ще забезпечувати щільне й неперервне стикання відповідних поверхонь деталі (опорних точок) за допомогою силового замикання.
Якщо відповідно до службового призначення виріб повинен мати визначене число ступенів вільності, то відповідне число зв’язків знімається й замінюються кінематичними зв’язками.
Наприклад, шпинделі верстатів повинні бути позбавлені п’яти ступенів вільності, при збереженні можливості обертання навколо своєї осі. Полозки супорта верстата повинні зберігати один ступінь вільності, що дозволяє здійснити їх переміщення по напрямних.
При обробці на верстаті також не завжди використовуються всі шість опорних точок.
Якщо при базуванні використовується весь комплект із трьох баз, які несуть шість опорних точок, то таке базування називається повним, якщо – не весь комплект баз, то таке базування називається неповним.
В конструкторських задачах повне базування використовується в нерухомих сполученнях, неповне базування – при рухомих деталях.
Приклади неповного і повного базування різних заготовок при їх обробці показані на наступних рисунках:
рис. 9 – обробка заготовок при використанні однієї бази (рис. 9, а – фрезерування; 9, б – точіння);
рис. 10 – обробка заготовок при використанні двох баз (рис. 10, а – фрезерування; рис. 10, б – точіння);
рис. 11 – обробка заготовок при використанні трьох баз (фрезерування).
Як видно з рис. 11, для забезпечення вказаних напрямків треба позбавити заготовку всіх шести ступенів вільності. Недотримання цієї вимоги призведе до недотримання одного або двох розмірів і поворотів (відносного положення). В той же час поява на цій схемі хоча б однієї заготовки опорної точки (сьомої) обов’язково призведе до невизначеності базування, що не забезпечить надійного досягнення тих чи інших заданих параметрів точності.
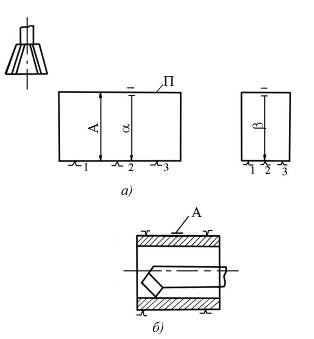
Рис. 9. Обробка заготовок при використанні однієї бази: а) – фрезерування; б) – точіння
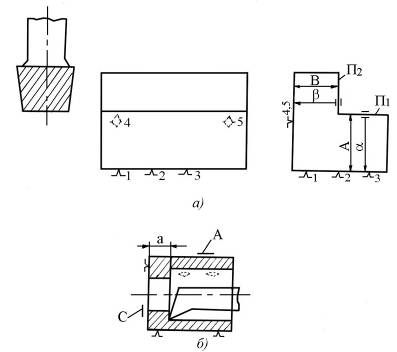
Рис. 10. Обробка заготовок при використанні двох баз: а) – фрезерування; б) – точіння
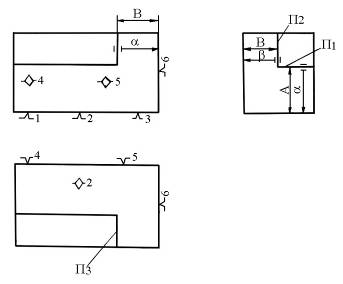
Рис. 11.Обробка заготовок при використанні трьох баз
5. Класифікація баз
Бази відрізняються за призначенням, позбавленням ступенів вільності та характером прояву.
За призначенням відрізняють бази конструкторські, технологічні та вимірювальні.
Конструкторська база (КБ) служить для визначення положення деталі або складової одиниці у виробі.
Конструкторською базою називається база деталі або складальної одиниці, відносно яких визначають на кресленнях розрахункове положення інших деталей або складальних одиниць, або інших поверхонь і геометричних елементів даної деталі.
Дуже часто як конструкторську базу використовують геометричні елементи деталі: осьові лінії, бісектриси кутів, осі симетрії, ділильне коло зубчастого вінця тощо що зручно для оформлення креслень і розмірних розрахунків конструкцій.
Конструкторська база може бути основною та допоміжною.
Основна база – це конструкторська база, що належить даній деталі або складальній одиниці і використовується для визначення її положення у виробі.
Допоміжна база – конструкторська база, що належить даній деталі або складальній одиниці і використовується для визначення положення приєднуваних до них виробів (рис. 12, 13) [5].
Технологічна база – це база, що використовується для визначення положення заготовки або виробу в процесі виготовлення або ремонту.
Технологічна база (ТБ) при складанні – це поверхня, лінія або точка деталі чи складальної одиниці, відносно яких орієнтуються інші деталі або складальні одиниці виробу.
Технологічна база при обробці – це поверхня, лінія або точка заготовки, відносно яких орієнтуються її поверхні, що обробляються на даному установленні.
Як технологічні бази використовуються також лінії розмітки і точки, нанесені на матеріальні поверхні заготовок для вивірення останніх відносно пристосувань верстата, що визначають траєкторію руху різальних інструментів.
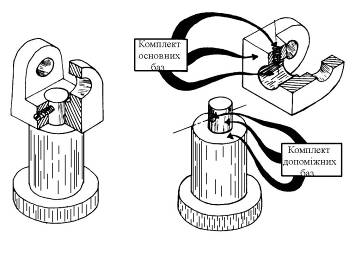
Рис. 12. Конструкторські бази
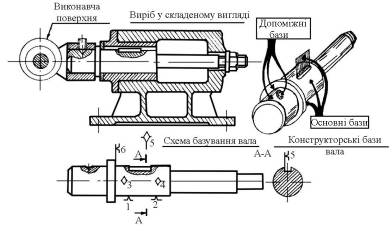
Рис. 13. Конструкторські бази
Приклади технологічних баз показані на рис. 14 [5].
За особливостями застосування технологічні бази, що використовуються при механічній обробці, поділяються на контактні, настроювальні та перевіркові.
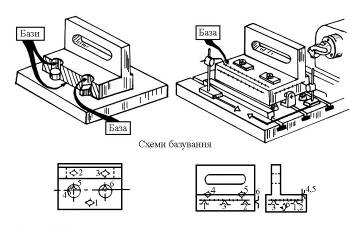
Рис. 1 Технологічні бази
Контактними базами називають технологічні бази, які безпосередньо стикаються з відповідними установчими елементами пристроїв чи верстатів.
Від цих баз можна витримати розмір безпосередньо при роботі на налагоджених верстатах з точністю даного методу обробки (див. приклади рис. 9–11).
Контактні технологічні бази широко використовуються при роботі на налагоджених верстатах у великосерійному виробництві.
Настроювальні бази – це поверхні заготовки, по відношенню до яких орієнтуються оброблені поверхні, і які зв’язані з ними безпосередніми розмірами і створюються при одному встановленні з поверхнями заготовки, що розглядаються.
Настроювальна база звичайно зв’язана безпосереднім розміром з опорною базою заготовки, яка є технологічною базою для отримання лінійних розмірів тільки при обробці самої настроювальної бази, з якою вона зв’язана безпосереднім розміром (див. приклад рис. 15) [5].
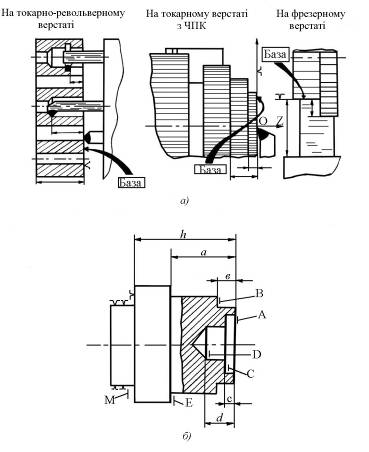
Рис. 15. Настроювальні бази (а), використання настроювальної бази А при обробці заготовки на револьверному верстаті (б)
Настроювальна база є технологічною для обробки всіх решти поверхонь.
В залежності від конфігурації та висунутих до неї вимог заготовка може мати декілька настроювальних баз одного напрямку розмірів, що деякою мірою утруднює настроювання верстата, проте створює можливість безпосереднього проставлення розмірів між поверхнями, взаємне розташування яких важливе для готового виробу.
Часто різальний інструмент переміщується від однієї обробленої поверхні заготовки до другої на визначену кресленням відстань за допомогою спеціальних шаблонів, відлікових пристосувань верстата або згідно заданої програми. Очевидно, що в подібних випадках можна використовувати декілька настроювальних баз різних напрямків.
Застосування настроювальних технологічних баз значно розширює можливості проставлення розмірів на кресленнях заготовок, оскільки дозволяє встановлювати розміри без підвищення їх точності не тільки безпосередньо від опорних поверхонь, але й від вимірювальних баз, які можна використати як настроювальні.
Настроювальні бази сприяють спрощенню конструкції пристроїв, концентрації операцій технологічного процесу та скороченню загальної кількості операцій, а також дають можливість проводити вимірювання заготовок безпосередньо на верстаті. Деяке ускладнення налагодження верстата, пов’язане з використанням настроювальної бази, компенсується у великосерійному виробництві вказаними перевагами застосування цих баз.
Особливо чітко виявляються переваги настроювальних баз при використанні автоматів, багаторізцевих верстатів, верстатів з копіювальними пристосуваннями, верстатів з ЧПК та ОЦ, які потребують створення складних концентрованих операцій, а також при багатопозиційній обробці. При використанні настроювальних баз скорочується кількість встановлень деталей, що веде до підвищення точності обробки.
Перевіркові технологічні бази – це поверхня, лінія або точка заготовки чи деталі, по відношенню до яких проводиться вивірення положення заготовки на верстаті або встановлення різального інструменту при обробці заготовки, а також вивірення положення інших деталей чи складальних одиниць при складанні виробу (див. приклад, рис. 16) [5].
З прикладу видно, що при роботі по технологічних перевіркових базах точність та якість опорних поверхонь заготовки (площина В) (рис. 16, б.) не суттєво впливають на точність обробки заготовки. Цей метод не потребує застосування складних пристроїв для орієнтування заготовки на верстаті, необхідних при обробці за методом опорних баз. Вказані переваги забезпечили широке поширення цього методу в дрібносерійному та індивідуальному виробництвах важкого машинобудування, де виготовлення складних пристроїв і додаткова точна обробка контактних баз нерентабельна, а збільшені витрати часу на вивірення заготовки на верстаті незначні у порівнянні з загальним часом обробки заготовки (але це вирішується все ж таки техніко-економічним розрахунком).
Як перевіркові бази часто використовують оброблювані поверхні (наприклад, при розточуванні отворів у виливках, обробці напрямних у станин верстатів тощо). При цьому припуски розподіляються рівномірно, полегшуються умови різання та зменшується час обробки. Часто використовуються всілякі штрихи та керни. Цей метод застосовується при обробці, коли необхідно витримати взаємне положення поверхонь з високою точністю (наприклад, центруюча різь в оправі мікрооб’єктива). Переваги перевіркових баз залишаються такими ж і при складанні виробів.
Практика показує, що перевіркова технологічна база, яка застосовується при складанні та механічній обробці, може бути матеріальною (уявною) або умовною (прихованою). В останньому випадку вона матеріалізується за допомогою ватерпасів, оптичних коліматорів та інших пристосувань.
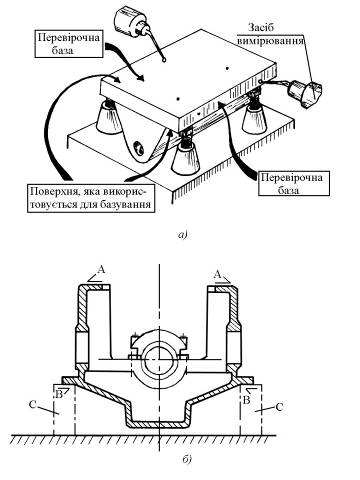
Рис. 16. Перевіркові бази (а) та використання перебіркової бази при розточуванні фундаментальної рами двигуна (б)
Вимірювальна база (ВБ) – це база деталі або складальної одиниці, від якої виконується відлік виконуваних розмірів при обробці або складанні виробу чи перевірка відносного розташування поверхонь деталі чи елементів виробу (рис. 17) [5].
Вимірювальна база на кресленні зв’язана з контрольними поверхнями деталі безпосередніми розмірами або певними умовами. Звичайно вимірювальна база збігається з конструкторською. Якщо ВБ представляє собою матеріальну поверхню, то вимірювання виконують звичайними прямими методами вимірювання, якщо ВБ – уявний елемент (бісектриса кута, осьова лінія, площина симетрії тощо), то вона матеріалізується за допомогою допоміжних деталей (штирів, пальців, валиків, натягнутих струн тощо), оптичних установок (коліматорів) та інших пристроїв.
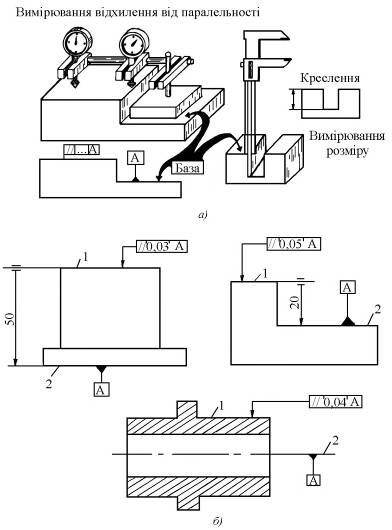
Рис. 17. Вимірювальні бази: 1 – досліджувана (вимірювальна поверхня); 2 – вимірювальна база
базування твердий тіло
За позбавленими ступенями вільності база, як відмічалося раніше, може бути установчою, напрямною, опорною, подвійною напрямною, подвійною опорною. Кількість ступенів вільності, що їх може відібрати у деталі база, залежить від виду і розмірів її поверхні (табл. 1).
Таблиця 1
Кількість ступенів вільності, що відбирається у деталі в залежності від виду і розміру поверхні бази
| Вид поверхні бази | Розміри бази | Кількість ступенів вільності, що відбираються |
| Площина |
Велика Вузька Точкова |
3 2 1 |
|
Циліндрична зовнішня (внутрішня) |
Довга Коротка |
4 2 |
|
Конічна зовнішня (внутрішня) |
Довга Коротка |
5 або 4 3 або 2 |
За характером прояву бази поділяють на явні та приховані (див. 18–20) [5].
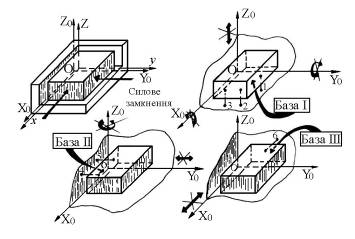
Рис. 18. Установча напрямна та опорна явні бази
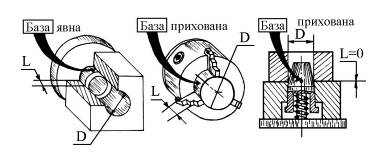
Рис. 19. Подвійна опорна база (явна і прихована)
Явна база – це база заготовки чи виробу у вигляді реальної поверхні, розмічального штриха або точки перетину штрихів.
Прихована база – це база заготовки або виробу у вигляді уявної площини, осі або точки (площина симетрії, вісь, точки).
Базування по площинах симетрії, лініях або точках їх перетину реалізується за допомогою центруючих пристроїв (рис. 20).
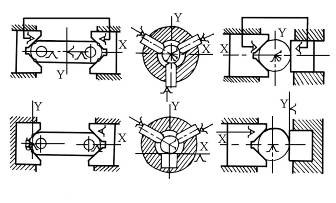
Рис. 20. Установчо-затискні центруючи пристосування Явні та приховані бази
При використанні для встановлення і закріплення деталей самоцентруючих пристроїв прихованою базою є вісь чи площина симетрії деталі, відносно якої переміщаються з однаковою швидкістю центруючі елементи пристрою. При встановленні в центрах прихована база – це вісь центрових отворів заготовки, яка повинна збігатись з лінією центрів верстата чи пристрою.
Для надання положення тілу з використанням його площин симетрії або осей поверхонь зв’язки повинні бути накладені безпосередньо на площини симетрії, осі, лінії або точки їх перетину.
Використання прихованих баз розглянемо та такому прикладі [5].
Кришка 1 (рис. 21, а) має можливість в процесі монтажу переміщатись за рахунок зазорів між поверхнями отворів під кріпильні болти та їх стрижнями у напрямку осей X та Y і обертатись навколо осі Z. Тому у кришці 1 і корпусі 2, на який вона монтується, обробляється по одній поверхні замість трьох. Отже, для того щоб правильно встановити кришку відносно литого корпусу, на який вона монтується, необхідно використати приховані бази у вигляді двох уявно проведених по осях симетрії координатних площин XOZ та YOZ. Ці дві координатні площини доводять загальну кількість баз корпусу 2 до трьох. Те ж саме треба зробити і з кришкою 1. Отримавши тим самим координатні системи кришки і фланця корпусу, можна правильно встановити кришку при монтажу шляхом суміщення баз кришки з базами фланця корпусу. Ці ж бази (приховані) необхідно використовувати також і при свердлінні отворів в кришці та фланці корпусу.
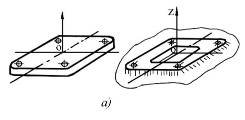

Рис. 21. Використання (а) та матеріалізація (б) прихованих баз
Прикладом матеріалізації баз може бути кришка (рис. 21, б), у якій дві координатні приховані бази матеріалізовані: ХО – за допомогою двох точок, розташованих на двох приливах а і b; YО – за допомогою точки, розташованої на приливі с.
Матеріалізація прихованих баз призводить до появи явних баз, необхідних для точного визначення положення деталі та скорочення часу, який на це витрачається.
Найменування баз можуть бути повними і скороченими. Повне найменування баз повинне складатися із термінів виду баз, що відповідають окремим класифікаційним ознакам і розташовані у такому порядку: за призначенням, позбавленими ступенями вільності, характером прояву, наприклад, основна установча явна база, технологічна напрямна прихована база, вимірювальна опорна явна база.
Коротке найменування баз складається з частки термінів виду баз, наприклад, основна база, технологічна напрямна база, вимірювальна явна база.
6. Базуюча роль напрямних затискачів [6]
Раніше було вказано, що затискачі при закріпленні заготовки створюють з нею фрикційні зв’язки і, забезпечуючи нерухомість заготовки, не беруть участі в її базуванні і не змінюють числа ступенів вільності.
Це справедливо стосовно до звичайних “вільних” затискачів, тобто до затискачів типу прихватів, ексцентриків, гвинтів і под. Проте при використанні невільних затискачів, які здійснюють цілком певний і точно спрямований рух, а також при застосуванні самоцентруючих затискачів та пристосувань вони можуть накладувати на заготовку позиційні зв¢язки, тобто базувати заготовку, позбавляючи її відповідного числа ступеней свободи, яке залежить від розмірів і форми притискної поверхні.
Коли заготовка 1 встановлюється на нерухому базуючу площину 2 (рис. 22, а.), то (у відповідності з рис. 5, 6) вона позбавляється трьох ступенів вільності (можливості переміщатись вздовж осі Z і обертатись навколо осей X та Y.
Якщо базуюча площина 2 не є нерухомою, а представляє собою торцеву поверхню повзуна притискача, який переміщується по напрямних паралельно осі Z (рис. 22, б), то зв’язок, що обмежував переміщення вздовж цієї осі, виявляється знятим, і заготовка при базуванні на торці рухомого повзуна позбавляється тільки двох ступенів вільності.
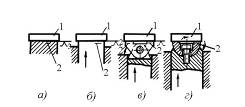
Рис. 22. Закріплення призматичної заготовки 1 направленими затискачами
Якщо базову площину 1 розмістити на поверхні проміжної деталі (гойдалці), вісь обертання якої укріплена на повзуні паралельно осі Y (рис. 22, в), то базова площина набуде ще одного ступеня вільності – можливості обертання навколо осі Y. В результаті (при такій конструкції затискача) заготовка, що базується, позбавляється при закріпленні тільки одного ступеня вільності (можливості обертання навколо осі Х).
При заміні гойдалки сферичною опорою (рис. 22, г) затискач не накладає на заготовку ніяких додаткових зв’язків і функціонує як вільний затискач.
Загальне число зв’язків n, що накладаються на заготовку при закріпленні направленим затискачем (тобто число ступенів вільності, яких позбавляється заготовка, що базується), може бути визначене за формулою:
n = m – k, (1)
де m – число опорних точок робочої поверхні (поверхні контакту) затискача;
k– число ступенів вільності робочої поверхні затискача.
За допомогою напрямних затискачів може бути досягнуте центрування положення заготовок в пристроях.
При зустрічному русі двох напрямних точкових (сферичних) затискачів кожний з них окремо не накладає на заготовку додаткових позиційних зв’язків, проте у сукупності вони створюють один двосторонній зв’язок і позбавляють заготовку одного ступеня вільності у напрямку свого переміщення Х. При однаковій швидкості зустрічного руху затискачів і однаковій формі затискних поверхонь точка прикладання цього зв’язку розташується на перетині траєкторії руху затискачів по осі Х з площиною симетрії Y (рис. 23, а), яка може вважатися у цьому випадку умовною (прихованою) базою і на якій проставляється символічне позначення зв’язку, що накладається.
При цьому здійснюється одноступеневе центрування заготовки, при якому одна її площина симетрії Y суміщається з площиною симетрії, утвореною установчими елементами пристрою.
Якщо швидкість переміщення затискача 1 виявиться більшою, ніж швидкість переміщення затискача 2 (рис. 23, б), або якщо при рівній швидкості затискачів 1 і 2 один з них виконаний у формі призми, положення умовної бази зміщується із положення площини симетрії по довжині заготовки (рис. 23 б, в).
При двоступеневому центруванні, коли дві взаємно перпендикулярні площини симетрії заготовки суміщаються з двома взаємно перпендикулярними площинами симетрії, утвореними установчими елементами пристрою, дві затискні призми рухаються з однаковою швидкістю назустріч одна одній (рис. 24, а). При цьому кожна з призм (у відповідності з формулою (1)) позбавляє заготовку одного ступеня вільності у напрямку, перпендикулярному до осі Х (умовна база), і обидві вони у сукупності позбавляють заготовку одного ступеня вільності у напрямку осі Х з накладанням зв’язків на умовну базу – площину симетрії Y. Таким чином, самоцентруючі затискачі позбавляють заготовку трьох ступенів вільності.
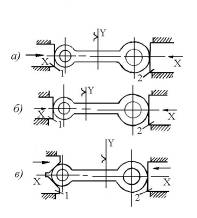
Рис. 23. Закріплення заготовки при зустрічному русі двох направлених точкових затискачів
Якщо одна з призм центруючого затискача є нерухомою (рис. 24, б), то загальне число опорних точок, розміщених на умовних базах заготовки, зберігається рівним трьом, проте положення умовної бази по осі Y переміщується із положення площини симетрії (рис. 24, а) в положення площини, в якій лежать точки а і б фактичного контакту нерухомої призми із заготовкою.
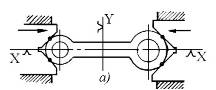
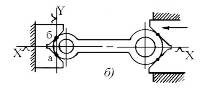
Рис. 2 Двоступеневе центрування заготовки при використанні призм
Двоступеневе центрування заготовок типу диска може бути з успіхом здійснене при зустрічному русі призми і плоского затискача (рис. 25, а), коли швидкість руху призми νпр більше швидкості плоского затискача νпл:
 .
.
При заміні призми двома повзунами створюється схема звичайного трикулачкового патрона (рис. 25, б). Кожний з повзунів представляє собою направлений затискач, який стикається із заготовкою в одній точці, і у відповідності із формулою (1) сам по собі не позбавляє заготовку ні одного ступеня вільності, але сукупність трьох кулачків, які переміщуються з однаковою швидкістю до центра, позбавляє заготовку двох ступенів вільності (можливості руху вздовж осей Х і Y). Умовною базою заготовки в обох випадках (рис. 25) є центральна точка заготовки.
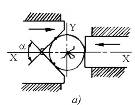
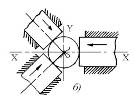
Рис. 25. Двоступеневе центрування заготовки при заміні призми двома повзунами
У всіх розглянутих випадках базування направленими затискачами (рис. 22–25) фактична орієнтація (базування) заготовок здійснюється по матеріальних поверхнях заготовок і затискачів, забезпечуючи потрібне при даних операціях розташування в пристроях осьових ліній, площини симетрії та інших умовних (прихованих) баз.
Тому, точно кажучи, в цих випадках приховані бази не є базами у вірному розумінні цього слова, оскільки вони нічого не базують, а тільки допомагають створенню конструкції пристроїв, потрібної для розв’язання даних технологічних задач.
7. Визначеність та невизначеність базування
Під визначеністю базування розуміють незмінність положення деталі у вибраній системі координат під час роботи в машині, у процесі виготовлення або вимірювання. Визначеність базування забезпечується прикладанням до деталі сил, що створюють силове замикання. Сили і моменти, які створюють силове замикання і забезпечують неперервність контакту, повинні бути більшими за сили і їх моменти, що спрямовані на порушення цього контакту в процесі роботи деталі в машині або в процесі її обробки. Без дотримання цієї умови неможливе виконання деталлю службового призначення і виключене досягнення потрібної точності деталі в процесі її обробки.
Сили, які створюють і зберігають контакт між сполучуваними поверхнями з’єднуваних деталей, завжди повинні бути прикладені раніше сил, які прагнуть порушити контакт.
Таким чином, визначеність базування характеризується безперервним збереженням контакту. Якщо контакт порушується, виникає невизначеність базування.
Під невизначеністю базування деталі розуміється поодинока або багаторазова зміна потрібного положення деталі відносно вибраної системи координат.
Невизначеність базування завжди породжує додаткову похибку відносного положення або руху деталі. З цим доводиться рахуватись у випадку рухомих з’єднань деталей, коли деталі для виконання її службового призначення в машині залишається один або декілька ступенів вільності.
Наприклад, повзун кувальної машини для виконання свого службового призначення повинен мати можливість рухатись вздовж осі ОХ, а для цього мати один ступінь вільності (рис. 26). Крім цього, повинен бути зазор між повзуном і напрямною. Наявність зазору дає можливість повзун займати під дією робочих сил і моментів цілий ряд невизначених положень.
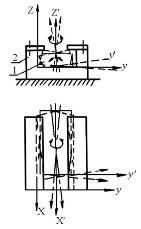
Рис. 26. Невизначеність базування повзуна: 1 – повзун; 2 – напрямна
Невизначеність базування заготовки при обробці впливає на точність розташування оброблених поверхонь відносно технологічних баз (рис. 27).
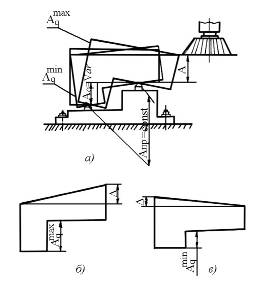
Рис. 27. Невизначеність базування заготовки при обробці та її вплив на точність обробки
Для забезпечення визначеності базування необхідно ретельно відпрацьовувати допуски з’єднань при конструюванні, а при виготовленні правильно базувати і закріпляти заготовку (рис. 28).
На виробництві з метою спрощення встановлення заготовки в ряді випадків виконують базування з надмірними (надлишковими) зв’язками. Так, при протягуванні торців хрестовини і наступному зацентруванні проводять базування по чотирьох циліндричних поверхнях (рис. 29, а).
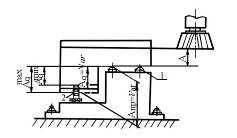
Рис. 28. Забезпечення визначеності базування за рахунок використання регульованої опори у пристосуванні: 1 – нерухомі опори; 2 – регульована опора
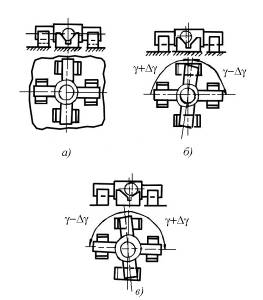
Рис. 29. Схема встановлення хрестовини на чотири призми (а) і невизначеність базування при цьому (б, в)
Як відомо, коротка циліндрична поверхня позбавляє двох ступенів вільності, а оскільки таких поверхонь чотири, на заготовку накладається всього вісім зв’язків, тобто два надмірні. Це призводить до невизначеності базування заготовки та її деформації під дією сил закріплення (рис. 29 б, в).
8. Зміна баз
Під зміною баз розуміють заміну одних поверхонь деталей, заготовок або складальних одиниць машини, які використовуються як бази, іншими.
Розрізняють організовану і неорганізовану заміну баз. Під організованою заміною баз розуміють заміну, якою керують.
Неорганізована заміна баз відбувається випадково, або без керування цим явищем (наприклад, при закріпленні заготовки у звичайних затискних лещатах) (див. рис. 30).
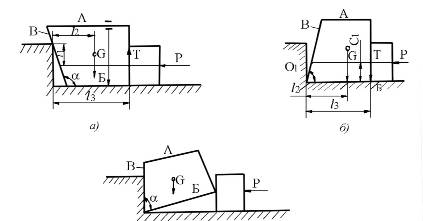
Рис. 30. Схема встановлення та закріплення деталі в лещатах
Причинами заміни є:
· похибки геометричної форми заготовки (рис. 30, 31, а);
· неправильне розташування і похибки установчих елементів (рис. 31, б);
· неправильне прикладання і послідовність прикладання затискних сил (рис. 31, в);
· недостатня кваліфікація робітника (рис. 31, г).
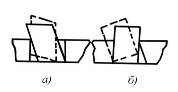
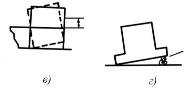
Рис. 31. Неорганізована зміна баз з різних причин: а – похибки геометричної форми заготовки; б – неправильне розташування і похибки установочних елементів; в – неправильне прикладання і послідовність прикладання затискних сил; г – недостатня кваліфікація працюючого
Необхідність в організованій зміні однієї або декількох баз виникає в таких випадках:
· неможливість обробки всіх поверхонь деталі з одного встановлення;
· неможливість використання вимірювальної бази як технологічної, або коли для цього потрібні складні, незручні пристосування;
· коли виникає можливість досягти потрібну точність більш простим, зручним і економічним шляхом.
Однак, необхідно пам’ятати, що будь-який перехід з одних баз на інші збільшує накопичення похибок відносного розташування поверхонь, тому кожна заміна бази завжди зв’язана зі заміною однієї ланки розмірного ланцюга двома новими, тобто збільшенням кількості ланок.
За необхідності одні технологічні бази можуть бути організовано заміненими іншими з обов’язковим виконанням наступних дій:
1. Встановлення розмірних зв’язків між поверхнями попередньої та нової баз.
2. Встановлення розмірних зв’язків між оброблюваною поверхнею та новою вибраною технологічною базою.
3. Виявлення технологічних розмірних ланцюгів в тих координатних площинах, в яких відбувається зміна баз.
Виконання необхідних розрахунків виявлених технологічних розмірних ланцюгів.
Приклад
При фрезеруванні поверхні 1 корпусу (рис. 32, а) однією з технологічних баз прийнята поверхня 2 – вимірювальна база для поверхні 1 (від неї заданий на кресленні розмір А). При обробці отвору (рис. 32, б) вирішено змінити одну з баз і замість поверхні 2 прийняти поверхню 1.
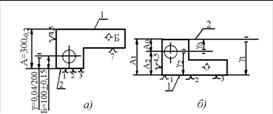
Рис. 32. До зміни баз
Розв’язання
Розмірні зв’язки між поверхнею 1 і поверхнею 2 – А1, γ1. Зв’язки між оброблюваним отвором і новою базою – поверхнею 1 – А2, γ2.
Замикальними ланками технологічного розмірного ланцюга А і γ будуть розмір Б і поворот γ (рис. 32).
Визначимо технологічні розміри А2 і γ2:
A2 = A1 – AΔ = 300 –100 = 200 мм;
![]() = 0,3 – 0,2 = 0,1 мм > Δм = 0,08 мм.
= 0,3 – 0,2 = 0,1 мм > Δм = 0,08 мм.
Тоді А2 = 200±0,05 мм.
![]() ;
; ![]() ;
;
![]()
![]() за паралельністю при
фрезеруванні площини 1.
за паралельністю при
фрезеруванні площини 1.
Δм = 0,2 мм/300 мм
Тоді ![]() 0,4–0,2 = 0,2
мм/300 мм/мм; Δрозточ.= 0,1/300 мм/мм.
0,4–0,2 = 0,2
мм/300 мм/мм; Δрозточ.= 0,1/300 мм/мм.
Таким чином, щоб створити можливість переходу на нову технологічну базу без шкоди для забезпечення потрібного положення отвору відносно поверхні 1, необхідно так побудувати технологічний процес, щоб відхилення на ланках А1, А2, γ1, γ2 не виходили за межі розрахованих, що буде у випадку, коли допуски розмірів Б і γ (рис. 32, а) досить широкі.
9. Побудова теоретичної схеми базування
Перш, ніж вибрати і реалізувати ту чи іншу схему базування, необхідно чітко сформулювати задачу, яка повинна бути розв’язана на операції, що розглядається, тобто задача повинна виступати в ролі причини, а схема – в ролі наслідку. На практиці часто на одній і тій же операції розв’язується декілька задач: забезпечення декількох розмірів, відстаней, поворотів. Чим більше розв’язується задач, тим складніша схема базування.
Розробка схем базування – одна із основних задач забезпечення технологом потрібної якості виробів. Тому оволодіння практикою побудови схем базування є одним із важливіших моментів у становленні технолога як фахівця. Таке вміння дається не відразу. Тут потребуються певні навички. Тому в цьому параграфі ми розглянемо деякі практичні рекомендації і декілька типових схем базування.
Теоретична схема базування розробляється, як правило, виходячи з того, що технологічною базою за кожною з координат повинна бути вимірювальна база.
Приклад 1
При обробці вибірки у деталі, зображеній на рис. 33, а, базами повинні бути: по координаті Х – поверхня 1, по координаті Y – поверхня 2, по координаті Z – поверхня 3, оскільки з ними оброблювані поверхні зв’язані безпосередніми розмірами. Кількість ступенів вільності, що відбираються, диктується службовим призначенням деталі, яке виражається точністю розмірів і умов за взаємним розташуванням.
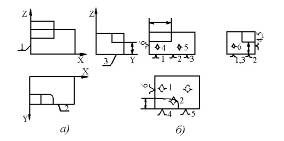
Рис. 33. Координація поверхонь уступу (а)і теоретична схема базування заготовки при обробці (б)
Чим точнішими умовами зв’язана поверхня з вимірювальною базою, тим більшу кількість ступенів вільності остання повинна відібрати у заготовки чи деталі при базуванні.
Для забезпечення паралельності оброблюваної поверхні та технологічної бази остання повинна відбирати як мінімум два ступеня вільності, тобто бути напрямною базою, щоб забезпечити перпендикулярність – три ступеня вільності (установча база).
Якщо за всіма координатами точність розмірів (умов) однакова, вид бази диктується її габаритними розмірами, зручністю практичної реалізації теоретичної схеми тощо.
Виходячи з наведеного, у розглянутому прикладі прийнято за установчу базу поверхню 3, за напрямну базу – поверхню 2, за опорну базу – поверхню 1 (рис. 33, б).
Приклад 2
Розробити теоретичну схему базування бруса при обробці отвору ØD (рис. 34, а).
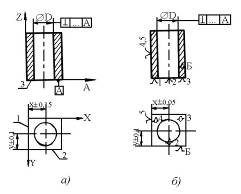
Рис. 3 Координація отвору (а) і теоретична схема базування заготовки при його обробці (б)
Виходячи з розмірних зв’язків деталі, вимірювальними базами по координатах x, y, z є відповідно поверхні 1, 2, 3. Оскільки отвір ØD повинен бути перпендикулярним до поверхні 3, вона повинна бути установчою базою. У зв’язку з тим, що точність відстані отвору від поверхні 1 точніша, ніж від поверхні 2, поверхня 1 повинна бути напрямною, а поверхня 2 – опорною базою (рис. 34, б).
Значно складніше розробляти теоретичну схему базування, коли вимоги до розташування розглядуваної поверхні задані неявно (в прихованому вигляді), або частина чи всі вимірювальні бази є неявними. Як правило, конструктор задає розмірні зв’язки в симетричних деталях, як це показано на рис. 35. Тим самим передбачається, що вісь отвору повинна збігатися з лінією перетину площин симетрії І–І і ІІ–ІІ зовнішнього контуру, тобто розміри Б і В дорівнюють нулю. А звідси до виявлення вимірювальної бази один крок: нею є лінія 0–0. Виходячи із службового призначення деталі оброблюваний отвір повинен розташовуватись паралельно граням деталі, а тому, враховуючи відносні розміри поверхонь деталі, лінія 0–0 повинна бути подвійною напрямною базою (рис. 35, в). Оскільки вимог до розташування отвору відносно торців не висувається, будь-який з них може бути прийнятий за опорну базу. Другою опорною базою є площина симетрії ОХ зовнішнього контуру (рис. 35, в), хоча може бути і площина ОY.
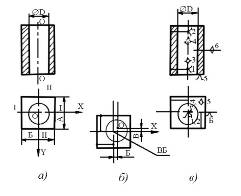
Рис. 35. До розробки теоретичної схеми базування з використанням умовних баз
Якщо за службовим призначенням отвір ØD повинен більш точно розташовуватись відносно торцевої поверхні (бути перпендикулярним до неї), остання має бути установчою базою, а лінія 0–0 – подвійною опорною базою.
10. Приклади побудови та реалізації теоретичних схем базування
На рис. 36–45 наведені приклади формулювання задач, побудови теоретичних схем та практичної їх реалізації для різних схем обробки деталей.
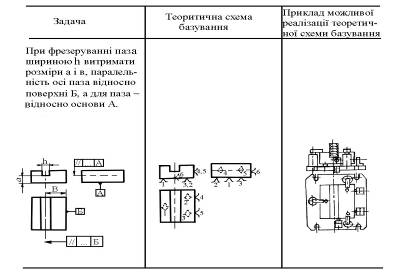
Рис. 36. Базування призматичної деталі при фрезеруванні поздовжнього паза
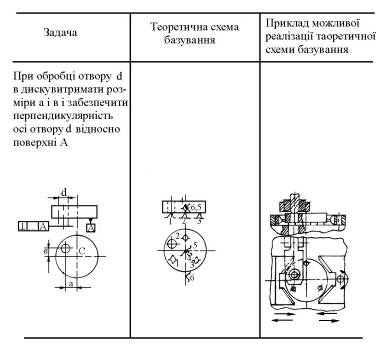
Рис. 37. Базування диска при свердлінні ексцентричного отвору
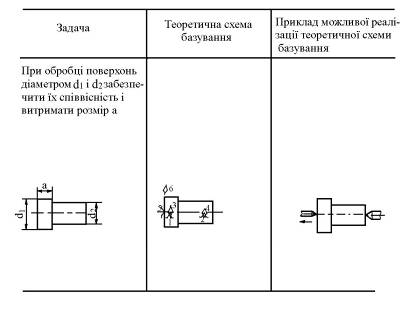
Рис. 38. Базування валика
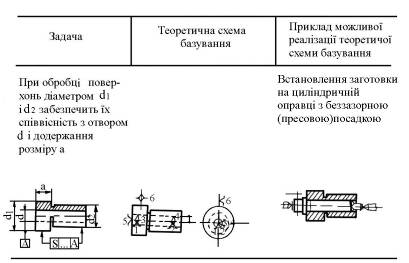
Рис. 39. Базування циліндричної деталі на оправці
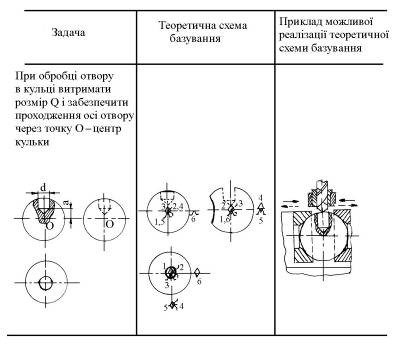
Рис. 40. Базування кульки при свердлінні у ньому центрального отвору
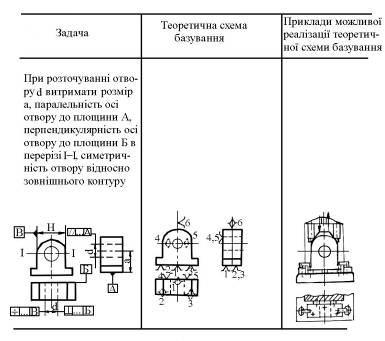
Рис. 41. Базування корпусу підшипника ковзання при розточуванні отвору
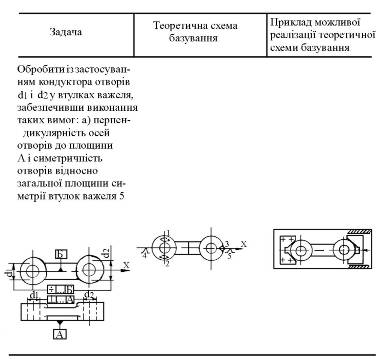
Рис. 42. Базування важеля (варіант 1)
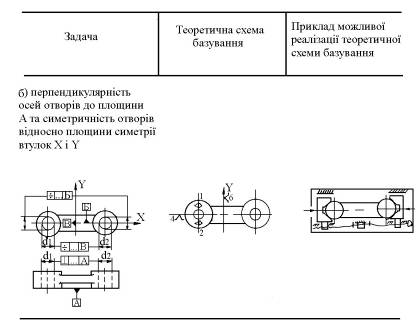
Рис. 43. Базування важеля (варіант 2)
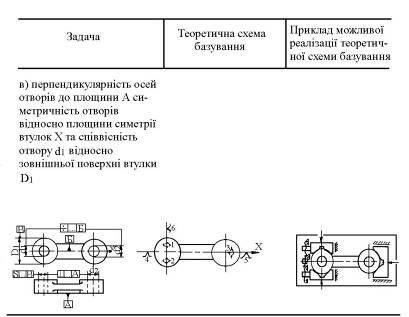
Рис. 44 Базування важеля (варіант 3)
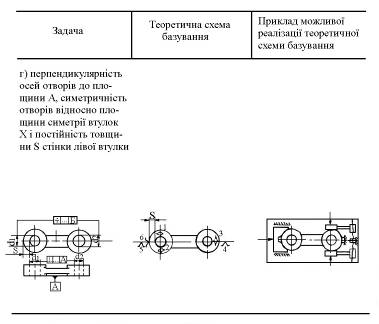
Рис. 45. Базування важеля (варіант 4)
11. Встановлення заготовок у пристроях
Процес встановлення заготовок у пристроях чи на верстаті полягає у їх базуванні (орієнтуванні) та закріпленні.
Раніше було вказано, що для точної обробки заготовки необхідно правильно її розташувати по відношенню до пристосувань верстата, які визначають траєкторію руху подачі оброблювального інструмента, забезпечити постійність контакту баз з опорними точками і повну нерухомість заготовки відносно пристрою в процесі її обробки. Перша задача розв’язується технологом при побудові теоретичної схеми базування заготовки, що визначає необхідне для розв’язання даної технологічної задачі число та розташування ідеальних зв’язків і опорних точок, а також визначає відповідні базові поверхні заготовки.
При проектуванні пристрою конструктор по оснащенню повинен передбачити створення та розташування опор для базування заготовки в точній відповідності зі схемою базування, створеною технологом.
При оформленні робочої технологічної документації (операційні карти) для спрощення та скорочення роботи технолога рекомендується замість теоретичних схем базування наносити на операційні ескізи умовні позначення опор, затискачів і установчих пристосувань, які матеріалізують в реальних пристроях ідеальні опорні точки.
Умовні позначення опор, затискачів та установчих пристосувань, що відповідають державному стандарту, наведені в [6, додаток 6].
В необхідних випадках в операційних ескізах для позначення базових поверхонь також допускається застосування позначення.
Для спрощення ескізу окреме зображення декількох однойменних опор чи опорних точок, розташованих на одній базуючій поверхні, для виду збоку може бути замінене одним символом із вказанням справа від нього кількості однойменних опор, необхідних для орієнтування даної поверхні у вигляді:
Позначення опор на виді зверху наносяться на ескізах окремо одне від одного у відповідності з прийнятим їх розміщенням.
Друга задача, тобто забезпечення контакту базових поверхонь заготовки з опорними точками пристрою та повної нерухомості заготовки відносно пристрою в процесі її обробки, розв’язується при конструюванні пристрою створенням необхідних затискних пристосувань. На відміну від базування заготовки, коли на неї накладається різне число зв’язків і вона позбавляється трьох, чотирьох, п’яти чи шести ступенів вільності, у всіх випадках закріплена заготовка повинна бути позбавлена всіх шести ступенів свободи. Закріплення (затискання) заготовки грунтується на використанні фрикційних зв’язків, що реалізуються в затискних пристосуваннях з різноманітними джерелами сили (механічними, гідравлічними, пневматичними, магнітними, вакуумними тощо). На рис. 46 показаний приклад відповідної формалізації конструкторського рішення встановлення і базування з використанням умовних позначень згідно з [6, додаток 6].
Рис. 46. Приклад формалізації конструкторського рішення встановлення і базування з використанням умовних позначень
12. Похибки встановлення заготовок
Оскільки процес встановлення заготовок в пристроях чи на верстаті полягає у їх базуванні та закріпленні, то очевидно, похибку встановлення заготовки можна визначити як суму похибки базування та похибки закріплення, тобто:
![]()
де εб, εз – похибки базування і закріплення.
Похибка встановлення – це відхилення фактично досягнутого положення заготовки чи виробу при встановленні від потрібного.
Похибка базування – це відхилення фактичного досягнутого положення заготовки чи виробу при базуванні від потрібного.
Похибка закріплення – це відхилення досягнутого положення заготовки чи виробу при закріпленні від потрібного.
Очевидно, якщо послідовно встановлювати безліч тіл відносно систем координат кожного наступного тіла, то в результаті створюється ланцюг координатних розмірів, і похибка встановлення останнього тіла відносно вихідної системи координат визначає похибку замикальної розмірної ланки.
Отже, згідно з теоріями базування і розмірних ланцюгів, вказана похибка визначається наступною сумою:
![]()
де n – кількість ланок розмірного ланцюга.
Відомо, що потрібне положення елементів механічної системи відносно вибраних систем координат визначається накладанням геометричних зв’язків, виражених координатними розмірами, наприклад, для шара, рух якого обмежений двома площинами [5]:
zc = r чи zc – r = 0,
де zc – координата центра шара;
r– радіус шара, що визначає значення координати центра шара, і тим самим його положення.
Виходячи з цього, значення похибки базування визначається відхиленням накладених розмірних зв’язків від потрібних – нормованих значень. Відповідно потрібні значення координуючих розмірів визначаються нормованими значеннями і допустимими їх відхиленнями (допусками), вказаними в конструкторській та технологічній документації.
Звідси випливає, що сумарно похибка встановлення відносно вибраної системи координат визначається характеристикою відповідного розмірного ланцюга встановлених елементів (заготовок чи виробів).
При цьому похибки закріплення та базування, які визначають похибку встановлення, виникають у зв’язку з такими фактичними причинами (див. рис. 47) [5].
1. Теорія базування відноситься до твердих тіл [4]. Реальні заготовки чи вироби не є абсолютно твердими тілами. Контактні та об’ємні деформації, які під дією сил і моментів сил закріплення змінюють положення тіл, що базуються, визначають відповідну похибку. Очевидно, що контактні деформації обернено пропорційні площі контакту опор, затискачів і установчих елементів. При даній силі закріплення зменшення площі контакту призводить до зростання тисків, і відповідно, до збільшення деформацій та похибки закріплення. Звичайно похибку закріплення розраховують за емпіричною залежністю деформації від сил із врахуванням діючих сил, твердості та розмірів контактуючих тіл (опор, затискачів та установчих елементів).
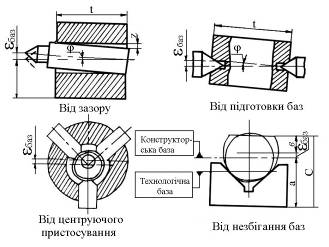
Рис. 47. Похибки базування
2. При базуванні потрібне положення баз, що утворюють системи координат, визначаються геометричними зв’язками (координатними розмірами), накладеними на точки, які належать ідеальним лініям чи поверхням, вказаним в конструкторській чи технологічній документації. Деталі машин, заготовки чи вироби обмежені реальними поверхнями і лініями, які мають певний рельєф і профіль, що не враховуються при ідеалізованому представленні тіл. Наявність у реальній базі точок, що не лежать на ідеальній лінії чи різновіддалених від ідеальної поверхні, призводить при базуванні та накладанні реального фізичного зв’язку до появи відповідної похибки базування. Якщо базування здійснюється не по опорних точках, а по поверхні, то похибка базування буде тим більшою, чим більше відхилення розмірів і форми конструктивних елементів, що виконують функції баз. Як наслідок, базування за допомогою точкових опор краще за поверхневе сполучення. З тієї ж причини похибка базування буде тим меншою, чим більше напрямні бази наближаються до прямої лінії, а опорні – до точок. Проте при цьому необхідно враховувати, що точність положення заготовок чи виробів при їх установленні залежить не тільки від похибки базування, але й від деформацій закріплення, вказаних вище, які обернено пропорційні площі контакту.
В технологічних системах при незбіганні технологічних і вимірювальних чи конструкторських баз, від яких задається потрібне положення, в ланцюг елементів технологічної системи включаються додаткові системи координат, створюючи розмірні ланцюги. Результуюча похибка визначається відповідною сумою відхилень розмірів, похибок форм і закріплень.
3. Наявність зазорів у з’єднаннях чи посадках при встановленні заготовок чи виробів визначає відхилення фактичного положення від потрібного і характеризує відповідну складову похибки базування (див. рис. 47). Для виключення впливу зазорів і похибки баз на точність встановлення використовують приховані бази центрування заготовок і виробів по площинах, осях і точках симетрії. Похибка базування в цьому випадку зв’язана тільки з точністю центрування та відповідною характеристикою розмірного ланцюга, в яку входить розмір, що розглядається.
Відхилення кутового і лінійного положень поверхні та ліній, що виконують функції базових площин і осей, є причинами похибки базування. Вони визначають відповідну точність координатних систем базування. Накладання потрібних координатних розмірів на точки базових систем координат визначає відповідні геометричні зв’язки, положення баз і тим самим тіл, що базуються. Отже, чим менше відхилення від кутового положення площин і ліній, що виконують функції координатних площин і осей, тим менша похибка базування. Чим більша відстань між реальними опорами, тим також менша похибка базування (див. рис. 47).
В кожному конкретному випадку відповідна схема базування і встановлення визначає ті чи інші вказані причини і похибку.
13. Приклади розрахунку похибок базування
13.1 Похибки базування при встановленні заготовки на площину
Причини виникнення та приклад розрахунку похибки базування розглянемо за допомогою схеми, показаної на рис. 48.
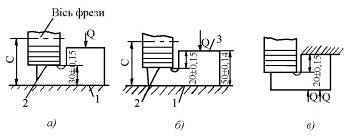
Рис. 48. Схеми для розрахунку похибки базування при встановленні заготовок на площину
Для розміру 30±0,15 мм (рис. 48, а) площина 1 є технологічною і конструкторською (вимірювальною) базами одночасно, похибка обробки за цим розміром буде визначатись тільки точністю методу обробки. Для розміру 20±0,15 мм (рис. 48, б) площина 1 є технологічною базою, а площина 3 – конструкторською (вимірювальною), і на точність цього розміру буде впливати не тільки точність методу обробки, а й допуск попередньо виконаного розміру 50±0,14 мм. Розглянемо, як це відбувається.
Налагоджувальний розмір С, а отже, і положення фрези при обробці поверхні 2 залишається незмінним (С = const), а вимірювальна база 3 при обробці партії заготовок коливається відносно леза фрези в межах допуску 0,28 мм на базисний розмір 50 мм, який отриманий на попередній операції. Допуск на базисний розмір і буде похибкою базування εб = 0,28 мм.
З наведеного випливає, що при встановленні заготовки на площину, яка є конструкторською базою, похибка базування дорівнює нулю.
При встановленні заготовки на площину, яка не є конструкторською базою, похибка базування дорівнює допуску на розмір, що безпосередньо зв’язує технологічну і конструкторську бази. У загальному випадку, коли технологічна та вимірювальна бази не паралельні (кут між ними рівний a), вона визначається залежністю:
εб = Тcosα.
Отже, для усунення похибки базування по розміру 20±0,15 мм його потрібно обробляти за схемою встановлення заготовки (рис. 48, в). Типові схеми встановлення заготовок на площину та відповідні похибки базування наведені в [3, табл. 13.1].
13.2 Похибка базування при встановленні заготовки по зовнішній циліндричній поверхні на призму
Технологічною базою при такому встановленні (рис. 49) є площина, яка проходить через твірні дотику циліндра з робочими поверхнями призми. Вимірювальні бази відповідно до заданих розмірів – твірна М, вісь О, твірна N (табл. 2). При коливанні діаметра в партії заготовок в межах допуску TD від D до (D – TD) технологічна база займає положення відповідно F–F і F1–F1 (рис. 49). Таким чином, у всіх випадках має місце похибка базування внаслідок несуміщення баз.
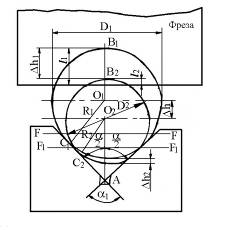
Рис. 49. Схема
для визначення похибок базування валів
при їх встановленні циліндричною поверхнею на призму
Величину похибки базування визначимо з рис. 49, на якому показане послідовне встановлення в призму оброблюваних валів із найбільшим D1 та найменшим D2 граничними розмірами. Визначимо відстань Δh1 між верхніми точками граничних діаметрів валів, відстань Δh2 між нижніми точками граничних діаметрів валів і відстань Δh між осями. Зазначені відстані є похибками базування відповідних розмірів валів при встановленні за схемою, зображеною в табл. 2.
За геометричною побудовою (рис. 49) похибки базування будуть рівними:
 (2)
(2)
Аналогічно визначимо:
![]() ; (3)
; (3)
![]() , (4)
, (4)
де
![]() ,
, ![]() ,
, ![]() ; (5)
; (5)
Т – допуск діаметра бази.
Підставляючи в (5) значення кутів призми відповідно 60º, 90º, 120º і 180º, одержимо значення коефіцієнтів К, наведені в табл. 2.
Таблиця 2
Значення коефіцієнта
|
Номер схеми |
Положення конструкторської бази |
Значення коефіцієнта К при куті призми |
|||
| 60° | 90° | 120° | 180° | ||
| 1 |
|
1,5 | 1,21 | 1,08 | 1,0 |
| 2 |
|
0,5 | 0,21 | 0,08 | 0 |
| 3 |
|
1,0 | 0,7 | 0,58 | 0,5 |

Отже, з формул (2)–(4) видно, що похибка базування при встановленні валів у призму залежить від допуску базової поверхні і кута призми.
Типові схеми встановлення заготовок на зовнішню циліндричну поверхню та перпендикулярну до її осі площину і відповідні похибки базування наведені в [3, табл. 13.2].
Приклад
Визначити похибку базування при фрезеруванні паза (рис. 50), якщо вал встановлений у призмі з кутом α = 90º.
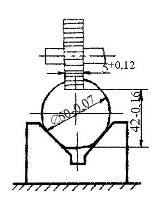
Рис. 50. Схема встановлення вала при обробці шпонкового паза
Розв’язання
За табл. 2 знаходимо, що задання розміру глибини паза відповідає схемі 2. Для кута α = 90° коефіцієнт К = 0,21. Тоді за формулою (2):
εб = 0,21 · 0,07 ≈ 0,015 мм.
13.3 Похибка базування при встановленні за отвором
Похибка базування при встановленні за циліндричним отвором на жорстку оправку з’являється внаслідок наявності зазору між отвором і оправкою.
Конструкторською базою в даному випадку є вісь отвору, а технологічною базою – поверхня отвору. Незбігання баз внаслідок наявності зазору і призводить до появи похибки базування:
εб = Smax = Smin + TA + TB, (6)
де Smax, Smin – максимальний і мінімальний зазори між отвором заготовки і оправкою;
ТА, ТВ – відповідно допуск на діаметр отвору і оправки.
Максимально можливе незбігання осей отвору та осі обробленої зовнішньої поверхні (ексцентриситет) при цьому дорівнює:
e = 0,5εб.
Приклад
Чистове
шліфування зовнішньої циліндричної поверхні (рис. 51) виконується на оправці з
посадочним діаметром 25-0,014 мм. Базовий отвір має розмір Æ25![]() мм. Визначити похибку базування
втулки.
мм. Визначити похибку базування
втулки.
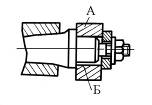
Рис. 51. Схема встановлення втулки на жорсткій оправі
Розв’язання
В даному випадку: Smin = 0,025 мм; ТА = 0,085 – 0,025 = 0,060 мм; ТВ = 0,014 мм.
Отже, похибка базування буде рівною:
εб = 0,025 + 0,060 + 0,014 = 0,099мм.
Типові схеми встановлення заготовок на внутрішню циліндричну поверхню та відповідні похибки базування наведені в [3, табл. 13.3].
13.4 Похибки базування при встановленні на площину і два отвори
Похибка базування в горизонтальній площині проявляється у зміщенні заготовки при виборі зазорів між отвором і пальцями в один і різні боки. Внаслідок цього технологічна (поверхня отвору) і вимірювальна (його вісь) бази не збігаються.
При встановленні на площину і два отвори похибка базування деталі виникає у результаті зміщення останньої в напрямку розмірів А1 і А2 внаслідок вибирання зазорів в одному напрямку (рис. 52, а) чи перекосу в площині базування відносно осей пальців внаслідок вибирання зазорів у різних напрямках (рис. 52, б).
Похибки базування будуть рівні:
1) в напрямках розмірів А1 і А2:
εбA1 = εбA2 = Smax. (7)
2) найбільш можливий кут перекосу деталі:
![]() , (8)
, (8)
де S1max, S2min – максимальний зазор у з’єднанні базового отвору відповідно з першим і другим пальцем;
L – відстань між центрами базових отворів (номінальний розмір).
Посадка отворів на пальці виконується, як правило, за посадками H7/f7 або H7/g7.
Перекіс заготовки на кут α впливає не тільки на точність розмірів, а й на точність відносного розташування оброблюваних поверхонь відносно баз (А1, А2 і α на рис. 53).
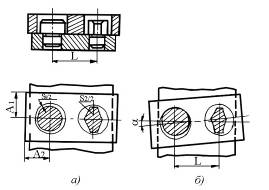
Рис. 52. Схема встановлення пластини на площину і два отвори
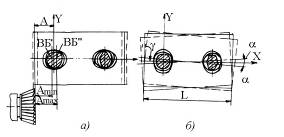
Рис. 53. Схема виникнення похибки базування
Приклад
Визначити
найбільшу кутову похибку при базуванні оброблюваної заготовки за двома отворами
![]() мм і
мм і ![]() мм, що
розташовані на відстані L = 150 мм (рис. 52). Діаметри циліндричного та
зрізаного пальців відповідно рівні:
мм, що
розташовані на відстані L = 150 мм (рис. 52). Діаметри циліндричного та
зрізаного пальців відповідно рівні: ![]() мм,
мм, ![]() мм.
мм.
Розв’язання
Визначаємо
найбільший зазор у з’єднанні отвору Æ![]() мм із пальцем
мм із пальцем ![]() : Smax1 = 0,05 +0,10 = 0,15 мм.
: Smax1 = 0,05 +0,10 = 0,15 мм.
Розраховуємо
найбільший зазор у з’єднанні отвору Æ12![]() мм із пальцем: Smax2 = 0,035 + 0,07 = 0,105 мм.
мм із пальцем: Smax2 = 0,035 + 0,07 = 0,105 мм.
Визначаємо за формулою (7) найбільший кут перекосу заготовки:
![]() .
.
Таким чином, можливий перекіс дорівнює 0,127 мм на довжині 150 мм, а кутова похибка α = 4'
Типові схеми встановлення заготовки на два циліндричних отвори з паралельними осями та на перпендикулярну до них площину і відповідні похибки базування наведені в [3, табл. 13.5].
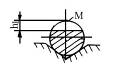
13.5 Похибки базування при встановленні за конусним отвором
При такому встановленні на жорсткий конусний палець (рис. 54) похибка базування в напрямку розміру Н виникає в результаті зміни розміру А, яка відбувається через коливання величини d конусного отвору.
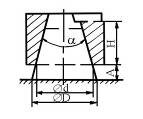
Рис. 5 Схема встановлення вала в центрах
Величину похибки базування визначають за формулою:
![]() . (9)
. (9)
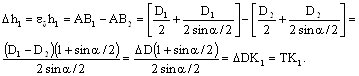
13.6 Похибка базування при встановленні в центрах
Ця похибка виникає внаслідок похибки виконання центрових отворів. В результаті не забезпечується фіксоване положення вала у поздовжньому напрямку (рис. 55, а). Вимірювальна (лівий торець вала) і технологічна (вершина центрового отвору) бази не збігаються.
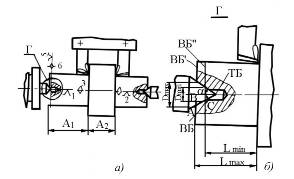
Рис. 55. Схема встановлення вала в центрах
У партії заготовок внаслідок неоднакової глибини центрових отворів їх діаметр змінюється від Dmin до Dmax (рис. 55, б). У зв’язку з цим при підтисканні заднім центром буде змінюватись положення лівого торця вала (вимірювальної бази) відносно встановленого на розмір А різця.
Тоді похибка базування:
εб = Lmax – Lmin.
З трикутника АВС:
![]() . (10)
. (10)
Шляхи зменшення похибки базування:
а) підвищити точність зацентровування – контролювати глибину центрового гнізда калібром;
б) сортування заготовок за діаметром центрових гнізд на розмірні групи з наступним підналагодженням системи при переході на обробку валів з центровими отворами нової розмірної групи.
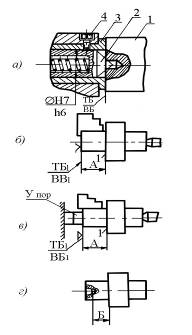
Рис. 56. Схеми встановлення вала, що виключають похибку базування в осьовому напрямку
Шляхи виключення похибки базування:
а) застосувати плаваючий передній центр, суміщати технологічну і вимірювальну бази (рис. 56, а). При підтисканні заготовки 1 заднім центром плаваючий центр 2 втоплюється в корпусі 3 до тих пір, поки торець заготовки не віпреться в торець корпусу (або у спеціальний упор). При цьому, незалежно від глибини (діаметра) центрового отвору, торці всіх заготовок партії займуть цілком визначене положення, технологічна і вимірювальна база сумістяться. Потрібне положення фіксується гвинтом Однак при цьому необхідно пам’ятати, що внаслідок посадок із зазором у з’єднаннях плаваючого центра жорсткість технологічної системи буде зменшеною;
б) не використовувати переднє центрове гніздо, встановлюючи, наприклад, лівий кінець вала в цанговому чи кулачковому патронах з упором в торець (рис. 56, б, в);
в) поздовжні розміри задавати від технологічної бази – вершини центрового гнізда (рис. 56, г). При цьому встановлення на передній центр буде забезпечувати суміщення баз.
Типові схеми встановлення заготовок на центрові гнізда та конічні фаски і відповідні похибки базування наведені в [3, табл. 13.4].
1 Призначення технологічних баз
Від правильного вибору технологічних баз суттєво залежить: фактична точність виконання розмірів, заданих кресленням; правильність взаємного розташування поверхонь; ступінь складності та конструкція необхідних пристроїв, різальних та вимірювальних інструментів; продуктивність обробки.
Для призначення технологічних баз вихідними даними є:
· складальне креслення вузла чи виробу;
· креслення деталі після конструкторського та технологічного контролю;
· умови виробництва: програма (обсяг) випуску, склад і стан технологічного обладнання, оснащеність пристроями, різальним та вимірювальним інструментом, кваліфікація робітників.
В основі методики вибору технологічних баз лежать два принципи: суміщення (єдності) та сталості баз.
Принцип суміщення баз
Цей принцип полягає в тому, що при призначенні технологічних баз для формоутворення окремих поверхонь чи складання за технологічні бази потрібно приймати поверхні, які одночасно є конструкторськими та вимірювальними базами (див. рис. 57) [6].
При використанні цього принципу точність не залежить від розмірів, отриманих при виконанні попередніх операцій. Обробка заготовок здійснюється за розмірами, що визначають координатне положення поверхонь і проставлені в робочому кресленні з використанням всього поля допуску на розмір, нормованого конструктором. При цьому технологічні бази повинні забезпечувати можливість застосування простої та надійної конструкції пристрою для зручного встановлення, підведення оброблювального інструменту до оброблюваних поверхонь і досягнення заданих технічних вимог.
Проте, дотримання принципу єдності баз може призвести до необхідності застосування складного технологічного оснащення на окремих операціях, а в багатьох випадках різне координування конструктивних елементів взагалі не дозволяє витримувати цей принцип повністю.
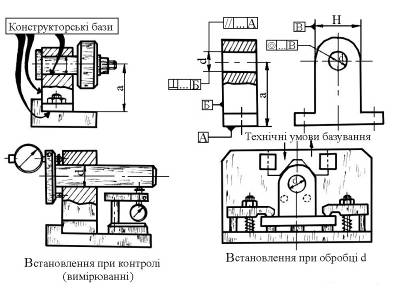
Рис. 57. Принцип суміщення (єдності баз)
Порушення принципу суміщення баз, коли технологічна база не збігається з конструкторською чи вимірювальною, вимагає необхідності заміни розмірів, проставлених в робочих кресленнях від конструкторських баз, більш зручними для обробки технологічними розмірами, проставленими безпосередньо від технологічних баз. Це призводить до створення технологічних розмірних ланцюгів і до необхідності зменшення допусків на деякі конструкторські розміри, а отже, і до подорожчання процесу обробки та зниженню його продуктивності.
Викладене проілюструємо наступним прикладом [6].
При обробці паза на глибину 10Н14 (рис. 58, а) для спрощення конструкції пристрою зручно встановити заготовку на нижню поверхню В (рис. 58, г). Оскільки дно паза С зв’язане розміром 10+0,36 мм з верхньою площиною А, ця площина є для паза конструкторською та вимірювальною базами. В цьому випадку технологічна база (поверхня В) не збігається з конструкторською та вимірювальною базами і не зв’язана з ними ні розміром, ні умовами правильного взаємного положення.
Оскільки при роботі на настроєному верстаті відстань від осі фрези до площини стола зберігається незмінною (К = const), а отже, постійний і розмір c, який на кресленні відсутній, то розмір глибини паза а = 10+0,36 мм не може бути витриманим, оскільки на його коливання безпосередньо впливає похибка розміру b = 50-0,62 мм, який витриманий на попередній операції (рис. 58, б). Очевидно, що на операційному ескізі фрезерування паза в цьому випадку необхідно поставити технологічний розмір c, точність якого не залежить від попередньої операції, а конструкторський розмір а = 10+0,36 мм доцільно з ескізу зняти. Розрахунок технологічного розміру c, а також нового технологічного допуску розміру b можна провести, виходячи із розмірного ланцюга, наведеного на рис. 58, в. З даного рисунка видно, що:
c = b – a = 50 – 10 = 40 мм.
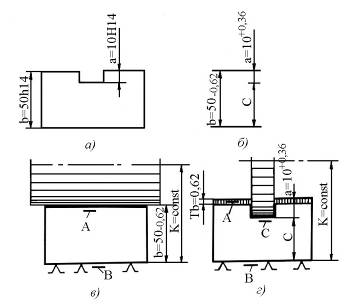
Рис. 58. Приклад до принципу суміщення баз
Допуск розміру c визначається з того ж розмірного
ланцюга, в якому вихідним розміром є конструкторський розмір ![]() , оскільки весь
розрахунок проводиться на основі передумови, що розмір a повинен бути автоматично отриманий в
межах заданого конструктом допуску при виконанні складових розмірів ланцюга в і c в межах встановлених для них допусків.
У відповідності з формулою (3.4):
, оскільки весь
розрахунок проводиться на основі передумови, що розмір a повинен бути автоматично отриманий в
межах заданого конструктом допуску при виконанні складових розмірів ланцюга в і c в межах встановлених для них допусків.
У відповідності з формулою (3.4):
Та = Тв + Тс,
звідки:
Тс = Та – Тв = 0,36 – 0,62 = 0,26.
Оскільки допуск – величина додатна і від’ємною бути не може, отримане рівняння не може бути розв’язане без збільшення зменшуваного чи без зменшення від’ємника. Допуск розміру а заданий конструктом і не може бути збільшений, тому єдиним способом розв’язання поставленої задачі є зменшення від’ємника, тобто зменшення допуску на розмір в. Зменшення Тв необхідно провести таким чином, щоб на розмір в і на технологічний розмір с було встановлено допуски, які можна забезпечити технологічно. Оскільки з технологічної точки зору складність виконання розмірів в і с однакова (обидва розміри лежать в одному інтервалі розмірів і одержуються на горизонтально-фрезерному верстаті) від опорної технологічної бази, допуск розміру в зменшується до величини Тв = 0,18 мм, що дорівнює половині допуску вихідного розміру а. В цьому випадку на технологічний розмір с можна призначити допуск, близький до встановленого допуску розміру в.
Остаточно розмір призначається з допуском, що дорівнює найближчому стандартному із збереженням встановленого кресленням мінусового відхилення поля допуску від номіналу, тобто:
в = 50-0,16 = 50h11
Тоді розрахунковий допуск технологічного розміру:
Тс = 0,36 – 0,16 = 0,20 мм.
Граничні значення технологічного розміру с визначаються з того ж розмірного ланцюга (рис. 58, в), тобто:
а = в – с;
аmax = вmax – cmin;
cmin = вmax – amax = 50 – (10 + 0,36) = 40-0,36 мм;
аmin = вmin – cmax;
cman = вmin – amin = 50 – 0,16 – 10 = 40-0,16 мм.
Розрахункова
величина розміру ![]() мм. Остаточно приймається
найближче стандартне значення цього розміру
мм. Остаточно приймається
найближче стандартне значення цього розміру ![]() мм, що відповідає значенню 40b11.
мм, що відповідає значенню 40b11.
Граничні значення проставленого технологічного розміру c знаходяться в межах розрахункових розмірів.
Перевірковий розрахунок на максимум і мінімум:
аmax = 50 – (40 – 0,33) = 10+0,33
amin = 50 – 0,16 – (40 – 0,17) = 10+0,01
показує, що граничні значення вихідного конструкторського розміру а знаходяться в межах граничних розмірів, встановлених кресленням, і перерахунок розмірів виконаний вірно.
У випадках, коли стандартний розмір, що є найближчим до розрахункового технологічного розміру c, суттєво відрізняється за величиною свого поля допуску від розрахункового, остаточно може бути прийнятий розрахунковий розмір c.
На основі проведеного розрахунку в операційних ескізах заготовки замість розмірів, вказаних на кресленні 10Н14 і 50h14 повинні бути проставлені нові розміри b = 50h11 і c = 40b11 Таким чином, у зв’язку з незбіжністю технологічної та конструкторської (вимірювальної) баз робітнику фактично доводиться витримувати більш жорсткий допуск у порівнянні з допусками, встановленими конструктором. В розглянутому випадку замість допусків по h14, встановлених кресленням, повинні бути витримані допуски по h11 і b11.
Якщо таке значне підвищення потрібної точності обробки призведе до надмірного зниження продуктивності та зростання собівартості продукції, то може виявитись доцільним використання спеціального пристрою, який би дозволив здійснити фрезерування паза безпосередньо від конструкторської бази А. Схема подібного пристрою зображена на рис. 59, а. Технологічна опорна база (площина А) є одночасно конструкторською базою, від якої без будь-яких перерахунків безпосередньо витримується конструкторський розмір a = 100,36 мм. Коливання розміру в ніяк не відіб’ється на точності одержання конструкторського розміру, тому зменшувати допуски тут немає потреби.
На рис. 59, б показане фрезерування поза комплектом фрез одночасно з площиною А. Як і у попередньому випадку, паз обробляється від технологічної бази – площини А (яка є тут настроювальною), що збігається з конструкторською та вимірювальною базами. Конструкторський розмір a = 100,36 мм одержується без будь-яких перерахунків і ніякого ужорсточування допусків, встановлених конструктором, тут також не потрібно. Площина В служить опорною технологічною базою для обробки площини А на розмір в, який також може виконуватись зі встановленим кресленням допуском Tв = 0,62 мм без його зменшення.
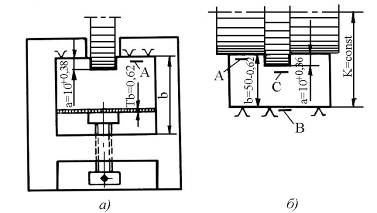
Рис. 59. Приклад до принципу суміщення баз
Принцип сталості баз
Принцип сталості баз полягає в тому, що при розробці технологічного процесу необхідно всі або більшість операцій обробки виконувати від одних і тих же баз.
Прагнення здійснити обробку на одній технологічній базі пояснюється тим, що будь-яка заміна технологічних баз збільшує похибку взаємного розташування поверхонь, оброблених від різних технологічних баз, додатково вносячи в неї похибку взаємного розташування самих технологічних баз, від яких проводились обробки поверхонь.
Так, заготовка має чистові бази 1 і 2 (рис. 60, а) [2], причому база 2 має похибку Δα в кутовому розташуванні відносно бази 1. Якщо обробку поверхонь 3 і 4 вести відповідно від баз 1 і 2, порушуючи принцип сталості баз, взаємне розташування оброблених поверхонь матиме додаткову похибку (рис. 60, б, в) взаємного розташування баз, від яких велась обробка цих поверхонь. Якщо обробку поверхонь вести від однієї бази – поверхні 1 (рис. 60, г, д), або поверхні 2 (рис. 60, е, є) відносне розташування оброблених поверхонь буде значно точнішим, оскільки в похибку розташування не буде додатково включатись похибка взаємного розташування технологічних баз. Тому без серйозного обгрунтування змінювати бази не можна.
Маючи на увазі всі переваги принципу сталості баз, до його застосування все ж потрібно підходити обачливо. На операціях, де потрібно забезпечити високу точність розмірів, заданих від поверхонь, які є технологічними базами, застосування принципу незмінності баз призводить до більш довгих технологічних розмірних ланцюгів. При вузьких допусках на розміри розташування потрібно віддавати перевагу принципу суміщення баз.
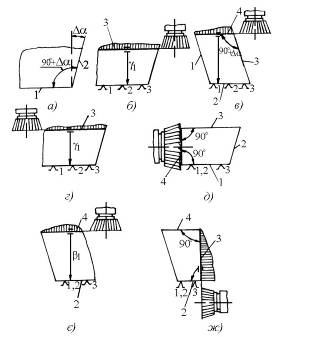
Рис. 60. Вплив зміни баз на точність розташування оброблених поверхонь
15. Типові комплекти технологічних баз при обробці заготовок різних класів
15.1 Базування корпусних і коробчастих заготовок
Найбільш поширеними комплектами баз при виготовленні корпусних і коробчастих деталей є:
Комплект № 1. Три взаємно перпендикулярні площини, які належать деталі і визначають собою установчу базу (3 ступені вільності), напрямну базу (2 ступені вільності) і упорну базу (1 ступінь вільності).
На рис. 61 показана така схема базування.
Переваги:
· порівняно проста конструкція пристрою;
· простота встановлення заготовки.
Недоліки:
· неможливість забезпечити рівномірність припусків на отворах і поверхнях, паралельних і перпендикулярних напрямній базі;
· необхідність дотримання правильного контакту деталі з установчими елементами пристрою при силовому замиканні.
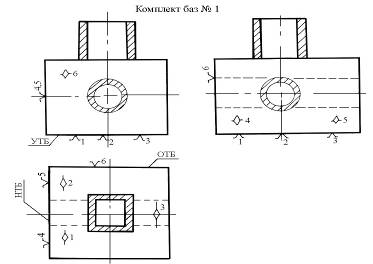
Рис. 61. Базування корпусної деталі по трьох взаємо перпендикулярних площинах
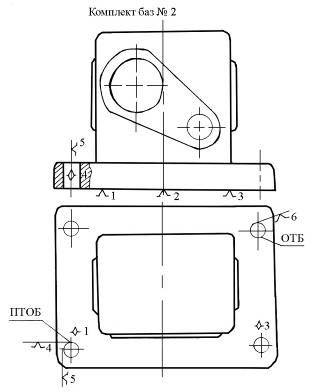
Рис. 62. Теоретична схема базування корпусної деталі на площину і два отвори
Комплект № 2. Площина (3 ступені вільності) і два отвори, перпендикулярні до цієї площини (2 + 1 ступені вільності) (рис. 62).
Ця схема реалізується за допомогою пристрою, який має площину і два коротких штирі, один з яких циліндричний, а другий зрізаний. Зрізаний штир розташовується так, щоб вісь зрізів була перпендикулярна до лінії, яка з’єднує осі штирів (рис. 63). Осі штирів повинні розташовуватись на максимально можливій відстані одна від одної. Тому часто штирі розташовують по діагоналі основи заготовки.
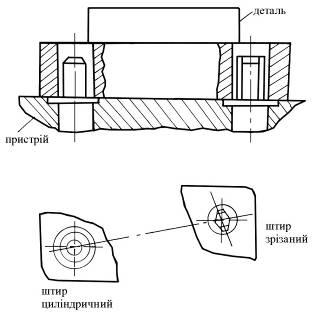
Рис. 63. Базування корпусної деталі на площину і два циліндричних отвори
Завдяки короткому циліндричному штирю поверхня отвору позбавляє деталь двох ступенів вільності (подвійна опорна база).
Зрізаний штир обмежує поворот деталі відносно осі циліндричного штиря, тобто позбавляє деталь одного ступеня вільності.
Переваги:
· простота конструкції пристрою;
· простота встановлення заготовки;
· відсутність необхідності стежити за контактом деталі з установчими елементами при силовому замиканні.
Недоліки:
· швидке зношування штирів, особливо при невеликому діаметрі (до 10 мм);
· можливість застосування тільки для деталей, які мають в основі два точних отвори (Н7);
· наявність похибки базування, величина якої може бути визначена (рис. 64).
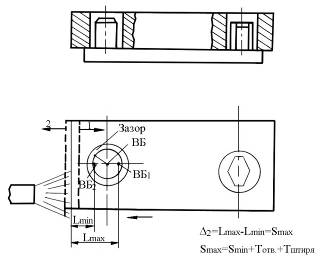
Рис. 64 Визначення похибки базування
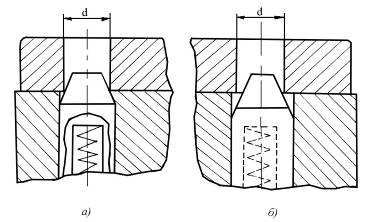
Рис. 65. Потопаючий штир: а – конічний; б – конічний зрізаний
Δz = Lmax – Lmin = Smax,
де Lmax і Lmin – граничні відстані обробленої поверхні до вимірювальної бази;
Smax – максимальний зазор у з’єднанні штир–отвір:
Smax = Smin + Tотв + Тшт,
де Тотв і Тшт – допуски відповідно на отвір і штир;
Smin – мінімальний гарантований зазор.
Для зменшення похибки базування необхідно перейти на посадку більш високого квалітету (замість Н7 прийняти Н6).
Повністю ліквідувати похибку базування можна лише застосувавши беззазорну посадку, що конструктивно можна досягти застосувавши конічний потопаючий штир, який показаний на рис. 65. Другий конічний потопаючий штир повинен бути зрізаним. В цьому випадку похибка в обох взаємно перпендикулярних напрямках (при вигляді заготовки зверху) дорівнює нулю. Однак в цьому випадку конструкція пристрою ускладнюється.
Примітка: цю схему (з конічними штирями) можна назвати по іншому, а саме: площина і осі двох коротких отворів, перпендикулярних до даної площини.
Комплект № 3. Площина основи (3 ступені вільності), циліндрична виточка (2 ступені вільності) і один отвір збоку під зрізаний штир (1 ступінь вільності) (рис. 66).
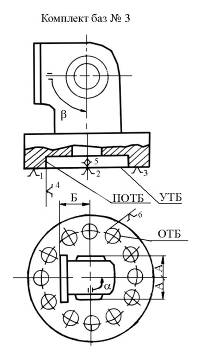
Рис. 66. Теоретична схема базування корпусної деталі на плоску поверхню, циліндричну виточку і отвір на фланці
В цьому випадку циліндричною виточкою, якщо вона буде посаджена на короткий циліндричний палець, буде позбавлена двох ступенів вільності, а заготовка, з боковим отвором якщо вона буде посаджена на зрізаний палець, позбавляє заготовку можливості обертатися навколо осі центрального пальця, тобто позбавляє її останнього шостого ступеня вільності.
Таким чином, даний комплект баз в принципі є частинним випадком розглянутого вище комплекту. Тому йому властиві розглянуті вище переваги та недоліки.
Примітки:
1. Розглянутий комплект баз особливо зручно застосувати за наявності точного центрального отвору, вісь якого зв’язана умовами співвісності чи перпендикулярності (чи того і іншого) з іншими осями і поверхнями, як це має місце на рис. 66.
2. В цій схемі також можна застосувати в пристрої центральний штир. Тоді ця схема буде мати назву: “Площина, вісь кільцевої виточки і вісь отвору збоку”.
Комплект № Площина основи (3 ступені вільності), короткий циліндричний бурт (2 ступені вільності) і один отвір під зрізаний штир (1 ступінь вільності) (рис. 67).
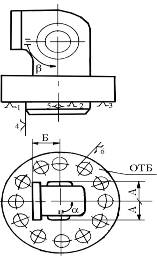
Рис. 67. Теоретична схема базування корпусної деталі на плоску поверхню, циліндричний бурт і отвір на фланці
Даний комплект баз є частковим випадком розглянутого вище комплекту № 3. Тому все раніше сказане про комплект № 3 справедливо і для комплекту №
Комплект № 5. Площина основи (2 ступені вільності), велика площина торця (3 ступені вільності) і основний отвір (1 ступінь вільності) (рис. 68).
Площина основи тут, як така, що має менші габаритні розміри, виконує роль напрямної бази. Площина торця, як така, що має максимальні габарити, виконує роль установчої бази (зусилля Р повинно притискати заготовку не до основи, а до торця).
Для того щоб заготовка торкнулась основою двома опорними точками необхідно, щоб циліндричний палець був зрізаний і вісь зрізу повинна бути розташована паралельно напрямній базі. Зрізаний палець у даному випадку відіграє роль опорної бази, яка позбавляє заготовку можливості переміщатись вздовж напрямної бази.
Переваги:
· порівняно проста конструкція пристрою;
· простота встановлення заготовки;
· можливість забезпечення точності елементів заготовки, які симетрично розташовані відносно осі деталі.
Недоліки:
· підвищені вимоги до точності основного отвору і площини основи, що потребує їх попередньої обробки;
· наявність похибки базування:
Δz = Lmax – Lmin = Smax,
де Lmax і Lmin – граничні відстані обробленої поверхні до вимірювальної бази (осі симетрії заготовки);
Smax – максимальний зазор у з’єднанні палець–отвір:
Smax = Smin + Tотв + Тп;
Тотв і Тп – допуски відповідно на отвір і палець;
Smin – мінімальний гарантований зазор.
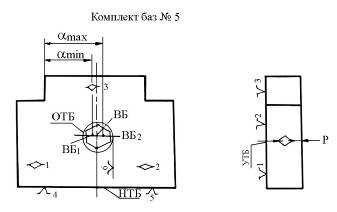
Рис. 68. Теоретична схема базування деталі типу плита по двох площинах і отвору
Повністю ліквідувати похибку базування можна за рахунок застосування конічного зрізаного підпружиненого пальця, але це ускладнює конструкцію пристрою.
Всі розглянуті 5 комплектів представляють собою повну схему базування (6 ступенів вільності). В залежності від поставленої задачі будь-який із розглянутих комплектів може бути перетворений (шляхом відкидання опорних точок) у неповну схему базування. В таких випадках найчастіше за інші використовують п’ятиопорну і рідше триопорну схему базування.
15.2 Базування заготовок типу тіл обертання
Найбільш поширеними комплектами баз при виготовленні деталей типу тіл обертання є:
Комплект № 1. Циліндрична поверхня (4 ступені вільності) і торець (1 ступінь вільності). Циліндрична поверхня у даному випадку повинна бути довгою (ℓ/d > 1) і виконувати роль подвійної напрямної бази. Торець виконує роль опорної бази. Даний комплект баз застосовується в двох різновидах: циліндрична поверхня, що використовується як подвійна напрямна база, є зовнішньою і циліндрична поверхня є внутрішньою (рис. 69).
Обидва ці різновиди є схемами неповного базування, оскільки позбавляють деталь тільки 5 ступенів вільності. Перша схема реалізується в призмах, друга – за допомогою циліндричної оправки.
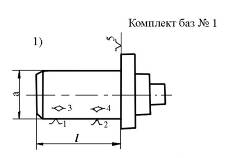
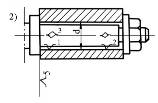
Рис. 69. Теоретичні схеми базування довгих заготовок типу тіл обертання
Комплект баз № 1 застосовується також при фрезеруванні торців заготовок валів. При цьому, якщо заготовка вала за конфігурацією відповідає формі майбутнього вала, то вона встановлюється на дві короткі шийки в призмі (дві подвійні опорні бази, які позбавляють заготовку 4-х ступенів вільності). Як опорна база в цьому випадку використовується торцева поверхня, яка на конструкторському кресленні зв’язана розміром з торцем вала (рис. 70, а). Якщо заготовка вала гладка, то вона також встановлюється в призми, а опорною базою є один із оброблюваних торців вала. Дана схема реалізується за допомогою відкидного упора (рис. 70, б), який після силового замикання (перед початком обробки) відкидається.
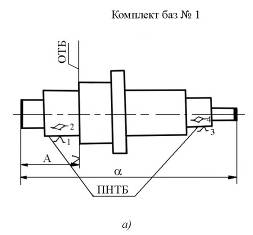
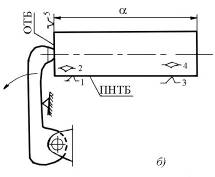
Рис. 70. Теоретичні схеми базування валів при обробці торців
Комплект № 2. Торець (3 ступені вільності) і циліндрична поверхня (2 ступені вільності).
Торець (площина) виконує в даному випадку роль установчої бази. Циліндрична поверхня (коротка, ℓ/d < 1) виконує роль подвійної опорної бази.
Як і в попередньому випадку, даний комплект має два різновиди: в одному з них циліндрична поверхня є зовнішньою, в другому – внутрішньою (рис. 71).
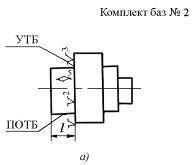
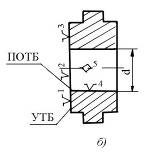
Рис. 71. Теоретичні схеми базування коротких деталей типу тіл обертання: а – циліндрична поверхня є зовнішньою; б – циліндрична поверхня є внутрішньою
Перший варіант реалізується при базуванні в призмі, другий – за допомогою короткої оправки.
Комплект № 3. Вісь заготовки (4 ступені вільності) і конічна поверхня лівого центрового отвору (1 ступінь вільності).
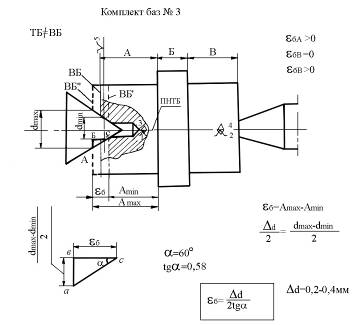
Рис. 72. Визначення похибки базування при витриманні лінійних розмірів при обробці вала в жорстких центрах
Така схема базування застосовується при обробці валів в центрах. Конічні поверхні центрових отворів виконують функції подвійних опорних баз. Конічна поверхня лівого центрового отвору, яка обмежує переміщення вала в осьовому напрямку, виконує, крім того, роль опорної бази.
Теоретична схема базування при обробці вала в центрах наведена на рис. 72.
Дана схема базування забезпечує при токарній обробці та шліфуванні досить високу точність діаметральних розмірів і співвісність всіх циліндричних поверхонь. Проте при витримуванні лінійних розмірів виникають (через похибки зацентровування) похибки базування, обумовлені різним положенням вимірювальної бази (див. рис. 72).
Комплект № Вісь заготовки (4 ступені вільності) і торець (1 ступінь вільності).
Даний комплект може бути матеріалізований в різних варіантах (див. рис. 73 і 74).
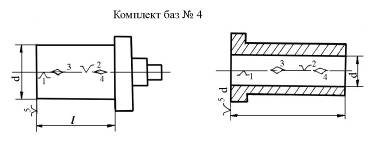
Рис. 73. Теоретичні схеми базування заготовок типу тіл обертання з використанням осі як бази
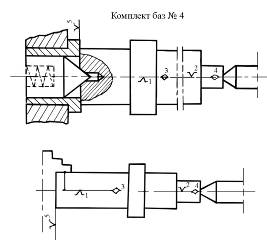
Рис. 74 Реалізація схем базування заготовок типу тіл обертання
з використанням осі як бази
Схема 1 реалізується за допомогою центрів. Однак на відміну від схеми, яка представляє комплект баз № 3, ця схема припускає застосування підпружиненого потопаючого лівого центра, що виключає похибку базування при витримуванні лінійних розмірів.
Схема 2 реалізується за допомогою самоцентруючого патрона з осьовим упором і центра задньої бабки, схема 3 – за допомогою самоцентруючого патрона з подовженими губками (кулачками), схема 4 – за допомогою самоцентруючих розтискних оправок.
Комплект № 5. Похила конічна поверхня (5 ступенів вільності), яка символізує вісь заготовки (подвійна напрямна база) і опорну базу.
Дана схема базування застосовується у двох варіантах:
· коли оброблювана заготовка має похилий конічний отвір;
· коли оброблювана заготовка має похилий конічний хвостовик.
Обидві ці схеми наведені на рис. 75.
Рис. 75. Використання осі пологої конічної поверхні як подвійної напрямної та опорної баз
Кожна з цих схем потребує точно оброблених конічних поверхонь. Схеми широко використовуються на фінішних операціях у верстатобудуванні та інструментальному виробництві.
Розглянуті 10 схем базування найбільш часто застосовуються при виготовленні корпусних, коробчастих деталей та деталей типу тіл обертання.
15.3 Базування за обробленими поверхнями
При окремих видах чистової та оздоблюваної обробки базами можуть бути самі оброблювані поверхні.
З однією такою схемою ми вже познайомились (схема базування гладкої заготовки вала при фрезеруванні торців) (рис. 70). Як інші приклади можна навести схему базування заготовки при шліфуванні на безцентровошліфувальному верстаті. Оброблювана поверхня в даному випадку є подвійною напрямною базою (неповна схема базування).
При протягуванні отворів поверхня останнього також є технологічною базою. При цьому якщо ℓ/d > 1, то поверхня отвору є подвійною напрямною базою, якщо ℓ/d < 1 – то подвійною опорною базою. Подібні ж схеми базування використовуються при хонінгуванні та суперфінішуванні поверхонь.
При виготовленні кулі на всіх технологічних операціях як технологічні бази, використовується оброблювана поверхня.
Література
1. Балакшин Б.С. Основы технологии машиностроения. – М.,1969. – 559 с.
2. Бондаренко С.Г. Розмірні розрахунки механоскладального виробництва. – К. 1993. – 544 с.
3. Боровик А.І. Проектування технологічного оснащення. – К. 1996. – 488 с.
4. ГОСТ 21495-76. Базирование и базы в машиностроении. Термины и определения. – Изд. стандартов, 1987. – 35 с.
5. Колкер Я.Д., Руднев О.Н. Базирование и базы в машиностроении. – К.: Вища школа, 1991. – 100 с.
6. Маталин А.А. Технология машиностроения. – Л. – М, 1985 – 496 с.
7. Руденко П.А. Теоретические основы технологии машиностроения: Конспект лекций. – Чернигов, 1986. – 258 с.