
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Контрольная работа: Технологические особенности сборки редуктора
Контрольная работа: Технологические особенности сборки редуктора
ВЯТСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
КОНТРОЛЬНАЯ РАБОТА № 1
По дисциплине
«Технология сборки изделий»
Выполнил: Студент 6-го курса
Солдатенко Р.В.
Шифр: 05-ТМ-235
На рисунке 1 приведен эскиз изделия согласно [1]. Это сборочная единица – редуктор одноступенчатый конический с горизонтальным быстроходным и вертикальным тихоходным валами.
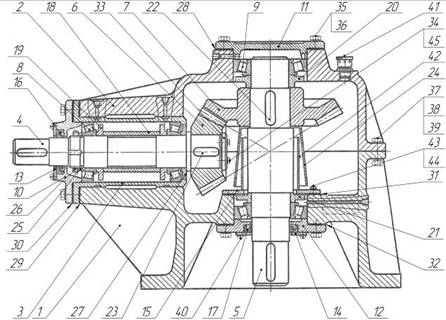
Рисунок 1 – Редуктор одноступенчатый конический
Основные сборочные единицы:
1 – корпус; 2 – крышка корпуса; 3 – стакан; 4 – вал быстроходный; 5 – вал тихоходный;
6 – шестерня; 7 – колесо; 8, 9 – подшипники; 10, 11, 12 – крышки подшипников;
13, 14 – крышка манжеты; 15 – фланец маслоотражателя; 16, 17 – манжеты;
18 – втулка распорная; 19, 20, 21, 27 – маслоотражатель; 22, 23 – шпонки;
24 – маслоотражатель подвижный; 25, 36, 38, 44, 45 – шайбы; 26 – гайка вала;
28, 29, 30, 31, 32 – прокладки; 33 – фланец; 34, 35, 37, 43 – болты; 39 – гайка; 40 – винт;
41 – сапун; 42 – маслоотражатель неподвижный.
Технические требования:
1. Обеспечить зазор в коническом зацеплении в пределах 0,05…0,08 подбором количества прокладок 30;
2. Обеспечить натяг в подшипниках опор ведущего и ведомого валов в пределах 0,01…0,03 подбором количества регулировочных прокладок 30 и 28 соответственно;
3. Ведущий вал собранного редуктора должен проворачиваться от руки плавно без заеданий.
Описание конструкции.
Данный конический редуктор служит для изменения крутящего момента по величине и по направлению.
Чугунный корпус редуктора 1 совместно с крышкой корпуса 2 несут в себе все составные части. Крутящий момент от ведущего горизонтального вала 4 передается посредством конической пары 6, 7 на ведомый вертикальный вал 5. Наружные обоймы конических подшипников 8 опор ведущего вала 4 установлены в стакане 3, который размещается в корпусе 1.
Смазка зубчатого зацепления осуществляется разбрызгиванием масла из ванны расположенной в корпусе 1. Уровень ванны не должен превышать нижней кромки отверстия стакана 3. Сварной неподвижный маслоотражатель 15 не позволяет проникать маслу к коническому подшипнику 9 нижней опоры ведомого вала 5, а подвижный маслоотражатель 24 защищает его от попадания брызг масла. Компенсация изменений объема масла осуществляется посредством сапуна 41.
Смазка всех подшипников (консистентная) осуществляется посредством пресс-масленок (на схеме не показаны). Отражатели консистентной смазки 19, 20, 21 и 27 предотвращают ее попадание во внутренние полости, а манжеты 16 и 17 предотвращают попадание смазки наружу и предохраняют подшипники от внешней пыли.
Сборочные единицы первого порядка:
- 1Сб12 — Крышка подшипника в сборе (в этой сборочной единице – крышка подшипника 12, манжета 17, крышка манжеты 14, винт 40, прокладка 32);
- 1Сб3 — Стакан в сборе (в этой сборочной единице – стакан 3, вал ведущий в сборе 2Сб4, крышка подшипника в сборе 2Сб10, шестерня 6, шпонка 23, фланец 33, болт 34, прокладка 29);
- 1Сб5 — Вал ведомый в сборе (в этой сборочной единице – вал ведомый 5, колесо 7, шпонка 22, два подшипника 9 без наружных обойм; маслоотражатели 20 и 21; маслоотражатель в сборе 2Сб42, маслоотражатель подвижный 24);
- 1Сб11 — Крышка подшипника в сборе (в этой сборочной единице – крышка подшипника 11, прокладка 28);
- 1Сб10 — Крышка подшипника в сборе (в этой сборочной единице – крышка подшипника 10, манжета 16, крышка манжеты 13, винт 40, прокладка 39).
Сборочные единицы второго порядка:
- 2Сб4 — Вал ведущий в сборе (в этой сборочной единице – вал ведущий 4, два подшипника 8, втулка распорная 18, маслоотражатели 19 и 27, кольцо 25, гайка вала 26);
- 2Сб42 — Маслоотражатель в сборе – соединение сваркой (в этой сборочной единице – маслоотражатель неподвижный 42, фланец маслоотражателя 15).
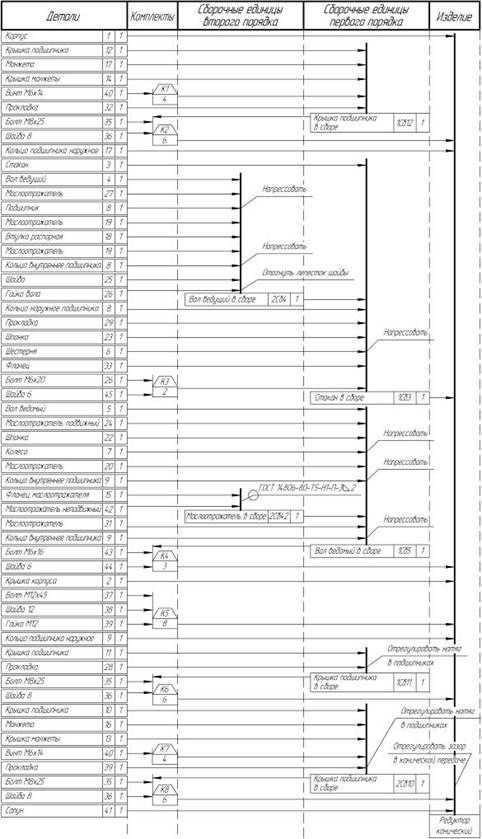
Технологическая схема сборки редуктора представлена на рисунке 2.
Технологические особенности сборки редуктора.
При сборке данного редуктора особенностью является установка стакана (1Сб3) в разъем корпуса, что позволяет разместить ведущую шестерню диаметра, превышающего диаметр стакана. Кроме того, его фиксация и фиксация соответствующей крышки подшипника осуществляются одними и теми же крепежными элементами.
Эти обстоятельства усложняют процессы регулировки натяга в подшипниках опор стакана и зазора в конической паре, а именно:
- Невозможно вынуть стакан в сборе при установленной крышке корпуса для установки регулировочных прокладок 29, обеспечивающих регулировку зазора в конической паре. Для выполнения указанной регулировки необходимо использовать разъемные регулировочные прокладки.
- Необходимо предварительно отрегулировать натяг в подшипниках опор стакана с помощью подбора регулировочных прокладок 30. Это можно сделать в специальном приспособлении.
Методы и средства обеспечения точности взаимного положения элементов.
Регулирование осевого натяга в конических роликовых подшипниках осуществляется установкой прокладок под крышки подшипников. При определении толщины прокладок, согласно [2], подшипниковый узел собирают без прокладок и затягивают крышку до момента появления заметного торможения вала. При этом зазор в подшипниках будет нулевым. После чего замеряют зазор между торцом крышки и корпусом и с учетом требуемого натяга определяют толщину прокладок.
Регулирование зазора в конической зубчатой паре
осуществляется также за счет подбора толщины прокладок между фланцем стакана 3
и корпусом. Для определения толщины прокладок необходимо затягивать стакан без
прокладок до момента заметного торможения в зубчатом зацеплении. В данный
момент зазор будет нулевым. После этого замеряют зазор между фланцем стакана и
корпусом. Толщину прокладок (![]() , мм) определяют
по следующей формуле:
, мм) определяют
по следующей формуле:
![]() ,(1)
,(1)
где![]() – зазор по
результатам замера между фланцем стакана и корпусом, мм;
– зазор по
результатам замера между фланцем стакана и корпусом, мм;
![]() – зазор в
зубчатом зацеплении согласно техническим требованиям, мм;
– зазор в
зубчатом зацеплении согласно техническим требованиям, мм;
![]() – угол конуса
делительной окружности шестерни, град.
– угол конуса
делительной окружности шестерни, град.
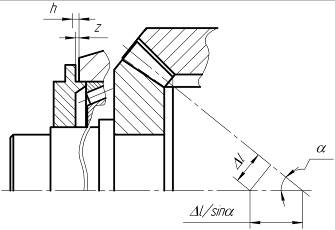
Рисунок 3 – Схема к определению толщины прокладок
редуктор вал зацепление подшипник
Библиографический список
1. Детали машин: Атлас конструкций. Учебное пособие для машиностроительных вузов/ В.Н. Беляев, И.С. Богатырев, А.В. Буланже и др.; Под редакцией доктора технических наук профессора Д.Н. Решетова. — 4-е изд., переработанное и дополненное — М.: Машиностроение, 1979. — 367 с., ил.
2. Справочник технолога-машиностроителя. В 2-х т. Т. 2 /Под ред. А.Г. Косиловой и Р.К. Мещерякова. 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. 496 с., ил.