
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Курсовая работа: Проектирование ремонтной мастерской сельскохозяйственного предприятия
Курсовая работа: Проектирование ремонтной мастерской сельскохозяйственного предприятия
МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА РФ
ФГОУ УРАЛЬСКАЯ ГОСУДАРСТВЕННАЯ
СЕЛЬСКОХОЗЯЙСТВЕННАЯ АКАДЕМИЯ
ФАКУЛЬТЕТ ЗАОЧНОГО ОБУЧЕНИЯ
КАФЕДРА ТМ И РМ
Специальность 110304
«Технология обслуживания и ремонт машин в АПК»
КУРСОВОЙ ПРОЕКТ
по дисциплине
ТЕХНОЛОГИЯ И ОРГАНИЗАЦИЯ РЕМОНТА МАШИН В АПК
ЗАРЕЧНЫЙ 2010г.
ВВЕДЕНИЕ
Важнейшими задачами развития ремонтно-обслуживающих предприятий сельского хозяйства являются: внедрение высокоэффективного оборудования, новых прогрессивных технологических процессов, резкое улучшение использования производственных площадей и основных фондов, разработка новых прогрессивных систем организации ремонта машин и оборудования, обеспечивающих высокую рентабельность предприятия, увеличение межремонтного периода и снижение себестоимости ремонтных работ. Эти задачи должны лежать в основе проектирования и реконструкции существующих ремонтных предприятий.
Для обеспечения успешной деятельности хозяйств по решению производственных актуальным является развитие ремонтных служб сельхозпредприятий. Сельское хозяйство располагает развитой системой ремонтно-обслуживающих предприятий и мастерских, пунктов технического обслуживания машин.
Несмотря на то, что значительная часть ремонта и технического обслуживания, особенно их сложных видов, выполняется для хозяйств ремонтно-обслуживающими предприятиями, большой ремонтный объем (75% и более) приходится на ремонтные службы самих хозяйств. Все это является существенным обстоятельством для развития собственной ремонтной базы хозяйства. Данное направление позволяет так же выполнение определенного объема ремонтных работ силами работников хозяйств, не занятыми в осенне-зимний период сельскохозяйственными работами. Это в свою очередь повышает занятость рабочих в хозяйстве.
Для своевременного и качественного выполнения ремонтных работ хозяйство должно обладать хорошо оснащенным, современным оборудованием, мастерскими с достаточной производственной мощностью и надежностью.
1. ПРОЕКТИРОВАНИЕ РЕМОНТНО-МЕХАНИЧЕСКОЙ МАСТЕРСКОЙ
1.1 Обоснование исходных данных
Таблица 1.2 Состав машинно-тракторного парка в соответствующих единицах и годовая переработка.
| № п/п | Наименование и марка машин | Списочное количество | Годовой объем работы |
| Тракторы | |||
| К-701 | 2 | ||
| Т-150 | 3 | ||
| Т-150К | 2 | ||
| Т-4А | 2 | 860 м.ч. | |
| 1 | ДТ-75М | 4 | |
| МТЗ-80, МТЗ-82 | 18 | ||
| Т-40 | 1 | ||
| Т-25 | 3 | ||
| Т-130 | 1 | ||
| Автомобили | |||
| ГАЗ | 6 | ||
| 2 | ЗИЛ | 9 | 30000 км/год |
| КАМАЗ | 8 | ||
| Комбайны | |||
| Зерноуборочные | 6 | 250 м.ч. | |
| 3 | Силосоуборочные | 4 | 250 м.ч. |
| Картофелеуборочные | 3 | 250 м.ч. | |
| С/х машины | |||
| Плуги | 9 | ||
| Дисковые лущильники | 9 | ||
| 4 | Бороны | 17 | |
| Культиваторы | 8 | ||
| Сеялки зерновые | 6 | ||
| Картофелекопалки | 4 | ||
| Жатки | 6 | ||
| Тракторные тележки | 18 |
Годовую номенклатуру работ мастерской устанавливают в зависимости от имеющейся ремонтной базы в зоне деятельности хозяйства с учетом кооперации с работой других ремонтных предприятий.
Формирование программы предприятия по техническому обслуживанию зависит от специализации предприятия, объемов работ и пробега (наработки), условий эксплуатации ПС.
Работы, связанные с обеспечением работоспособности и исправности С/Х машин подразделяют на ТО и ремонт. Периодичность выполнения работ по ТО и ремонту установлена по пробегу (км) для автомобилей, или наработке для тракторов и комбайнов.
1.2 Определение количества ТО и ремонтов
Количество ТО и ТР определяем по формулам
Nкр = (Wг*n)/Mкр
Nтр = (Wг*n)/Mтр – Nкр
Nто-3 = (Wг*n)/Mто-3 – (Nкр+Nтр) ,
Nто-2 = (Wг*n)/Mто-2 – (Nкр+Nтр+Nто-3)
Nто-1 = (Wг*n)/Mто-1– (Nкр+Nтр+Nто-3+Nто-2)
где Wr – среднегодовая плановая наработка для машин данной марки, мото-ч;
n – число машин данной марки;
Mкр, Mтр, Mто-3, Mто-2, Mто-1 – периодичность ремонтов и технических обслуживаний, мото-ч.
Для тракторов Т-150К
Nкр =(860*2)/5550 = 0
Nтр =(860*2)/1920 - 0 = 1,0
Nто-3 =(860*2)/960 - (0+1) = 1
Nто-2 =(860*2)/240 - (0+1+1) =7
Nто-1 =(860*2)/60 - (0+1+1+7) = 25
Аналогично определим количество ремонтов для остальных тракторов результаты занесем в таблицу 1.2.
Таблица 1.2 Количество ремонтов тракторов
| Наименование и марка машин | Списочное количество | Годовой объем работ час. | NКР | NТР | NТО-3 | NТО-2 | NТО-1 |
| К-701 | 2 | 860 | 0 | 1,0 | 1 | 7 | 25 |
| Т-150 | 3 | 860 | 1 | 0,5 | 2,5 | 9,5 | 38,5 |
| Т-150К | 2 | 860 | 0 | 1,0 | 1 | 7 | 25 |
| Т-4А | 2 | 860 | 0 | 1,0 | 1 | 7 | 25 |
| ДТ-75М | 4 | 860 | 1 | 1,0 | 3 | 13 | 51 |
| МТЗ-80, МТЗ-82 | 18 | 860 | 3 | 6,0 | 12 | 60 | 228 |
| Т-40 | 1 | 860 | 0 | 0,5 | 0,5 | 3,5 | 12,5 |
| Т-25 | 3 | 860 | 1 | 0,5 | 2,5 | 9,5 | 38,5 |
| Т-130 | 1 | 860 | 0 | 0,5 | 0,5 | 3,5 | 12,5 |
Для зерноуборочных и специальных комбайнов периодичность проведения капитальных ремонтов зерноуборочных комбайнов составляет 1200, а текущего ремонта 400 мото-ч.
Для зерноуборочных комбайнов
Nкр =(250*6)/1200 = 1
Nтр =(250*6)/400 - 1 = 2,8
Аналогично определим количество ремонтов для остальных комбайнов результаты занесем в таблицу 1.3.
Таблица 1.3 Количество ремонтов комбайнов
| Наименование и марка машин | Списочное количество | Годовой объем работы час. | NКР | NТР | NТО-3 |
| Зерноуборочные | 6 | 250 | 1 | 2,8 | 11,2 |
| Силосоуборочные | 4 | 250 | 1 | 1,5 | 7,5 |
| Картофелеуборочные | 3 | 250 | 1 | 0,9 | 6,1 |
Число текущих ремонтов сельскохозяйственных машин определяется по формуле
Nт.с.х. = Kсх*nсх
где nсх - число машин данной марки;
Kсх - коэффициент охвата (для плугов принимается равным 0,8, для других машин 0,8 – 0,9).
Таблица 1.4 Количество ремонтов сельскохозяйственных машин
| С/х машины | Списочное количество | Nт |
| Плуги | 9 | 7.2 |
| Дисковые лущильники | 9 | 7.2 |
| Бороны | 17 | 13.6 |
| Культиваторы | 8 | 6.4 |
| Сеялки зерновые | 6 | 4.8 |
| Картофелекопалки | 4 | 3.2 |
| Жатки | 6 | 4.8 |
| Тракторные тележки | 18 | 14.4 |
1.3 Расчет количества ремонтов грузовых автомобилей за цикл
Число капитальных ремонтов:
Nк. = Kох*n ,
где n - число машин данной марки,
Kох - коэффициент охвата капитальным ремонтом.
Число технических обслуживаний N2,
Nто-2 = (Мк*n)/Mто-2 – Nк
Число технических обслуживаний N1.
Nто-1 = (Мк*n)/Mто-1– (Nк+Nто-2)
Мк, Mто-2, Mто-1- периодичность капитального ремонта, технического обслуживания N2 и технического обслуживания N1, в км.
Таблица 1.4
Определим нормативные пробеги и периодичности ТО и ТР
| Модель, марка автомобиля | Периодичность | Трудоемкость | Продолжительность простоя | ||||||
| Lнто-1, км | Lнто-2, км |
Lнкр, тыс.км |
tнео чел-ч |
tнто-1, чел-ч |
tнто-2, чел-ч |
tнтр, чел-ч 1000км |
ТО и ТР дней 1000 км |
КР дней |
|
| ЗИЛ | 3000 | 12000 | 300 | 0,4 | 2,7 | 10,8 | 3,4 | 0,42 | 20 |
| ГАЗ | 2500 | 12500 | 250 | 0,4 | 2,2 | 9,1 | 3,8 | 0,4 | 20 |
| КАМАЗ | 4000 | 12000 | 300 | 0,7 | 2,1 | 8,8 | 6,7 | 0,55 | 22 |
где, Lнто-1 – нормативная периодичность ТО-1, км;
Lнто-2 – нормативная периодичность ТО-2, км;
Lнкр – нормативная периодичность до капитального ремонта, км;
tнео,tнто-1,tнто-2–удельная нормативная трудоёмкость ЕО, ТО-1, ТО-2,чел-ч;
tнтр – удельная нормативная трудоёмкостьТР, чел-ч/1000км;
Корректирование периодичности ТО и КР.
Lрто-1 = Lнто-1 *К1*К3 (км)
Lрто-2 = Lнто-2 *К1*К3 (км)
Lркр = Lнкр *К1*К2*К3 (км)
где, К1=0,7 коэффициент корректирования учитывающий условия эксплуатациидля IVкатегории.
К2- коэффициент корректирования учитывающий модификацию подвижного состава (К2=1 для базового автомобиля, К2=0,85 для самосвалов.
К3=1 коэффициент корректирования учитывающий природно климатические условия (для умеренного климата).
Произведем расчеты норм периодичности ТО и ТР результаты сведем в таблицу 1.5
Таблица 1.5 Корректирование периодичности ТО и КР
| Марка автомобиля | Коэффициенты | Lнто-1, км | Lнто-2, км |
Lнкр, тыс.км |
||
| К1 | К2 | К3 | ||||
| ЗИЛ | 0,7 | 1 | 1 | 2100 | 8400 | 210 |
| ГАЗ | 0,7 | 1 | 1 | 1750 | 8750 | 175 |
| КАМАЗ | 0,7 | 1 | 1 | 2800 | 8400 | 210 |
Определим годовое количество обслуживаний автомобилей.
Количество КР Nгкр = Lг / Lкр
Количество ТО-2 Nг2 = Lг / L2 - Nгкр
Количество ТО-1 Nг1 = Lг / L1 – (Nгкр + Nг2)
Расчет произведем в таблице 1.6
Таблица 1.6 Расчет количества технических обслуживаний
| Марка автомобиля | Списочное количество | Годовой объем работы | Nгкр | Nг2 | Nг1 |
| ЗИЛ | 6 | 37000 | 1 | 25 | 80 |
| ГАЗ | 9 | 37000 | 2 | 36 | 152 |
| КАМАЗ | 8 | 37000 | 1 | 34 | 71 |
| итого | 4 | 95 | 303 |
1.4 Расчет общей трудоемкости работ
Зная работы, выполнение которых планируется в ЦРМ рассчитывают их годовую трудоемкость.
Тоб = ΣТрем+ΣТто+ΣТдоп
где
![]() ΣТРЕМ
– годовая трудоемкость ремонтов, чел.- ч.;
ΣТРЕМ
– годовая трудоемкость ремонтов, чел.- ч.;
ΣТТО - годовая трудоемкость технических обслуживаний, чел.- ч.;
ΣТДОП – годовая трудоемкость дополнительных работ, чел.- ч.
В общем виде суммарная трудоемкость технических обслуживаний и устранение неисправностей.
Тто = Nто-1*H то-1+N то-2*H то-2+N то-3*H то-3+Tтн+Tсез ,
Nто-1, Nто-2, Nто-3 – число ТО-1; ТО-2; ТО-3.
H то-1, H то-2, H то-1 – нормативная трудоемкость ТО-1, ТО-2, ТО-3.
Ттн = 0.5*(ТО-1 + ТО-2 + ТО-3) - трудоемкость по устранению технических неисправностей, чел.-ч.;
Тсез = 2n*Нсез – трудоемкость серийного технического обслуживания
ТР Ттр = Lг / 1000 * tтр
Определим годовую трудоемкость работ в таблице 1.7
Таблица 1.7 Определение трудоемкости ТО и ТР
| Наименование | Кол- во ТО и ТР | Трудоемкость, чел-ч | Общая трудоемкость, чел. ч | Сумма, чел. ч | |||||||||||
| N1 | N2 | N3 | Nтр | t1 | t2 | t3 | tтр | tсо | Т1 | Т2 | Т3 | Ттр | Тсо | ||
| К-701 | 25 | 7 | 1 | 1,00 | 4,6 | 11,6 | 28 | 253 | 3,48 | 115,0 | 81,2 | 28,0 | 253,0 | 13,9 | 491,1 |
| Т-150 | 38,5 | 9,5 | 3 | 0,50 | 4,6 | 11,6 | 28 | 240 | 3,48 | 177,1 | 110,2 | 70,0 | 120,0 | 20,9 | 498,2 |
| Т-150К | 25 | 7 | 1 | 1,00 | 4,6 | 11,6 | 28 | 240 | 3,48 | 115,0 | 81,2 | 28,0 | 240,0 | 13,9 | 478,1 |
| Т-4А | 25 | 7 | 1 | 1,00 | 3,6 | 11,1 | 25 | 230 | 3,33 | 90,0 | 77,7 | 25,0 | 230,0 | 13,3 | 436,0 |
| ДТ-75М | 51 | 13 | 3 | 1,00 | 3 | 10,4 | 26 | 180 | 3,12 | 153,0 | 135,2 | 78,0 | 180,0 | 25,0 | 571,2 |
| МТЗ-80, МТЗ-82 | 228 | 60 | 12 | 6,00 | 2,2 | 8,5 | 22 | 120 | 2,55 | 501,6 | 510,0 | 264,0 | 720,0 | 91,8 | 2087,4 |
| Т-40 | 12,5 | 3,5 | 1 | 0,50 | 2,2 | 7,5 | 20 | 110 | 2,25 | 27,5 | 26,3 | 10,0 | 55,0 | 4,5 | 123,3 |
| Т-25 | 38,5 | 9,5 | 3 | 0,50 | 2 | 7 | 18 | 100 | 2,1 | 77,0 | 66,5 | 45,0 | 50,0 | 12,6 | 251,1 |
| Т-130 | 12,5 | 3,5 | 1 | 0,50 | 3,2 | 9,2 | 19 | 115 | 2,76 | 40,0 | 32,2 | 9,5 | 57,5 | 5,5 | 144,7 |
| ЗИЛ | 80 | 25 | 5,2 | 20 | 9,8/1000 | 6 | 416,0 | 500,0 | 2175,6 | 72,0 | 3163,6 | ||||
| ГАЗ | 152 | 36 | 4 | 20 | 10/1000 | 6 | 608,0 | 720,0 | 3330,0 | 108,0 | 4766,0 | ||||
| КАМАЗ | 71 | 34 | 6,2 | 20 | 12/1000 | 6 | 440,2 | 680,0 | 3552,0 | 96,0 | 4768,2 | ||||
| Зерноуборочные | 11,2 | 2,8 | 32 | 160 | 3 | 358,4 | 448,0 | 36 | 842,4 | ||||||
| Силосоуборочные | 7,5 | 1,5 | 21 | 60 | 3 | 157,5 | 90,0 | 24 | 271,5 | ||||||
| Картофелеуборочные | 6,1 | 0,9 | 14 | 80 | 3 | 85,4 | 72,0 | 18 | 175,4 | ||||||
| Плуги | 7,2 | 40 | 288 | 288,0 | |||||||||||
| Дисковые лущильники | 5,7 | 35 | 198,45 | 198,5 | |||||||||||
| Бороны | 10,7 | 40 | 428,4 | 428,4 | |||||||||||
| Культиваторы | 5,0 | 30 | 151,2 | 151,2 | |||||||||||
| Сеялки зерновые | 3,8 | 50 | 189 | 189,0 | |||||||||||
| Картофелекопалки | 2,5 | 45 | 113,4 | 113,4 | |||||||||||
| Жатки | 3,8 | 50 | 189 | 189,0 | |||||||||||
| Тракторные тел. | 11,3 | 80 | 907,2 | 907,2 | |||||||||||
| 2760,4 | 3020,5 | 1158,8 | 14037,8 | 555,4 | 21532,8 | ||||||||||
1.5 Распределение трудоемкостей по участкам и видам работ
Годовой объем работ по участкам определяют из трудоемкостей по маркам и видам обслуживания и процентным соотношениям по отдельным видам работ.
Трудоемкость по участкам при ремонте тракторов и автомобилей разных марок с учетом вида ремонта. Определим в таблице 1.8
Таблица 1.8 Распределение работ по участкам
| Вид работ | ТР | Вспомогательные работы | Итого | ||
| % | чел-ч. | % | чел-ч | ||
| Зоны | |||||
| То-1 | 100 | 2760,4 | 2760 | ||
| ТО-2 | 100 | 3576 | 3576 | ||
| ТО-3 | 100 | 1159 | 1159 | ||
| Регулировочно-разборочные | 35 | 4913 | 4913 | ||
| Сварочные | 4 | 562 | 562 | ||
| Жестяницкие | 3 | 421 | 421 | ||
| Малярные | 6 | 842 | 842 | ||
| Участковые | |||||
| Агрегатные | 20 | 2808 | 2808 | ||
| Слесарно-механические | 10 | 1404 | 21 | 1627,9 | 3032 |
| Электротехнические | 5 | 702 | 10 | 775,2 | 1477 |
| Аккумуляторные | 2 | 281 | 281 | ||
| Системы питания | 4 | 562 | 562 | ||
| Шиномонтажные | 1 | 140 | 140 | ||
| Вулканизационные | 1 | 140 | 140 | ||
| Кузнечно-рессорные | 3 | 421 | 1 | 77,5 | 499 |
| Медницкие | 2 | 281 | 281 | ||
| Сварочные | 1 | 140 | 2 | 155,0 | 295 |
| Жестяницкие | 1 | 140 | 140 | ||
| Арматурные | 1 | 140 | 140 | ||
| Обойные | 1 | 140 | 140 | ||
| Деревообрабытывающие | 2 | 155,0 | 155 | ||
| Ремонтно-строительные | 4 | 310,1 | 310 | ||
| Обслуживание основного | |||||
| производства | 60 | 4651,1 | 4651 | ||
| Всего | 100 | 21533 | 100 | 7751,8 | 29284,6 |
1.6 Годовой фонд рабочего времени
Годовой фонд штатного рабочего времени определим усреднено для всех профессий рабочих.
Годовой фонд рабочего времени:
для моечно уборочных работ Фрв = 1860 чел.ч;
для слесарей по ТО и ТР, электриков, станочников, жестянщиков, арматурщиков, слесарей по ремонту оборудования Фрв = 1840 чел.ч;
для сварщиков, аккумуляторщиков, кузнецов Фрв = 1820 чел.ч;
для маляров Фрв = 1610 чел.ч;
Примем Фрв = 1860 чел.ч;
Определение количества ремонтных рабочих произведем в таблице 1.9
Таблица 1.9 Определение численности ремонтных рабочих
| Вид работ | Годовая трудоемкость чел-ч. | эффективн | Списочная численность рабочих | |
| Расчетная | Принятая | |||
| Зоны | ||||
| ТО-1 | 2760 | 1860 | 1,5 | 2 |
| ТО-2 | 3576 | 1860 | 1,9 | 2 |
| ТО-3 | 1159 | 1860 | 0,6 | 0 |
| ТР | 4913 | 1860 | 2,6 | 3 |
| Отделения | ||||
| Агрегатные | 2808 | 1860 | 1,5 | 2 |
| Слесарно-механические | 3032 | 1860 | 1,6 | 2 |
| Электротехнические | 1477 | 1860 | 0,8 | 1 |
| Аккумуляторные | 281 | 1860 | 0,2 | 0 |
| Системы питания | 562 | 1860 | 0,3 | 0 |
| Шиномонтажные | 140 | 1860 | 0,1 | 0 |
| Вулканизационные | 140 | 1860 | 0,1 | 0 |
| Кузнечно-рессорные | 499 | 1860 | 0,3 | 0 |
| Медницкие | 281 | 1860 | 0,2 | 0 |
| Сварочные | 857 | 1610 | 0,5 | 1 |
| Жестяницкие | 562 | 1860 | 0,3 | 0 |
| Арматурные | 140 | 1820 | 0,1 | 0 |
| Обойные | 140 | 1860 | 0,1 | 0 |
| Малярное | 997 | 1610 | 0,6 | 1 |
| Вспомогательное | ||||
| производство | 5116 | 1860 | 2,8 | 3 |
| Всего | 16,0 | 17 | ||
Число ИТР принимаем в объеме 5 % от общего числа рабочих
Ри=0,05*17= 0,85 принимаем Ри= 1 человек
1.7 Расчет и подбор ремонтно-технологического оборудования
Оборудование подбирается по технологическим потребностям по типовым проектам независимо от коэффициента использования.
Таблица 1.10 Выбор металлорежущего оборудования
| № | Наименование | Марка | Кол. | габаритные размеры | ||
| Механический участок | ||||||
| 1 | Ставок щрокоуниверсалышй токарно-вннторезный N=8,22кВт | 1А62Г | 1 | 1930 | х | 826 |
| 2 | Станок вертикально-сверлильный Н=2,32кВт | 2Н125 | 1 | 1130 | х | 805 |
| 3 | Станок широкоуниверсальный фрезерный N=9, 32кВт | 6Р81Ш | 1 | 1560 | х | 2045 |
| 4 | Станок обдирочно-шлифовальный N=4,6кВт | ЗБ634 | 1 | 1000 | х | 665 |
| 5 | Ставок наотольно-сверлильный N=0,6кВт | 2K112 | 1 | 420 | х | 690 |
| 6 | Шкаф для инструмента | 5101.000 | 1 | 430 | х | 1600 |
| 7 | Секция стелажа | 5126.000 | 1 | 1500 | х | 600 |
| 8 | Секция стелажа | 5154.000 | 1 | 1500 | х | 400 |
| 9 | Тумбочка для инструмента | OPT-I468-01-100 | 2 | 665 | х | 510 |
| 10 | Ящик для песка | 1 | 400 | х | 400 | |
| 11 | Ставок щрокоуниверсалышй токарно-вннторезный N=8,22кВт | 1А62Г | 1 | 1930 | х | 826 |
| 12 | Станок вертикально-сверлильный Н=2,32кВт | 2Н125 | 1 | 1130 | х | 805 |
| Кузнечный участок | ||||||
| 13 | Кран подвесной N=5,26кВт Q=3,2т | 1 | х | |||
| 14 | Вентилятор кузнечный N=3,0кВт | OKC-336IA | 1 | 500 | х | 640 |
| 15 | Наковальня двурогая | I2I0-040I | 1 | 480 | х | 850 |
| 16 | Ларь для кузнечного инструмента | 5133.000 | 1 | 1000 | х | 500 |
| 17 | Ящик для угля | 5157. СОО | 1 | 1000 | х | 500 |
| 18 | Горн кузнечный на 2 огня | ОРГ-1468-18-540 | 1 | 2200 | х | 1000 |
| 19 | Ванна для закалки деталей в воде и масле габ.разм. | госшти 0905 | 1 | 650 | х | 400 |
| 20 | Тумбочка для инструмента | OPT-I468-01-100 | 1 | 665 | х | 510 |
| Моторно агрегатный участок | ||||||
| 21 | Пресс монтажный N=3 кВт | OKC-I67IM | 1 | 1575 | х | 640 |
| 22 | Пресс гидравлический. Усилие 10т | 2I53M2 | 1 | 850 | х | 910 |
| 23 | Стенд для разборки и сборки коробок перемены передач. | ОПР-626 | 1 | 600 | х | 400 |
| 24 | Стенд для испытания масляных насосов и фильтров N=2,ЗкВт | КИ-5278 | 1 | 1250 | х | 840 |
| 25 | Стенд для разборки и сборки двигателей | ОР-5023 | 1 | 1670 | х | 1100 |
| 26 | Стол поворотный | 70-7808-1335 | 1 | 980 | х | 820 |
| 27 | Дрель пневматическая для притирки клапанов | 2213 | 1 | х | ||
| 28 | Приспособлэаие для притирки клапанных гнезд | ОПР-1334А | 1 | 420 | х | 480 |
| 29 | Тележка для перевозки двигателей. Грузоподъемность 1т | A-1145 | 1 | 1800 | х | 850 |
| 30 | Стенд для обкатки КПП комбайнов N=1,8кВт | КИ-6713 | 1 | 2100 | х | 1100 |
| 31 | Стенд для разборки и сборки кареток подвески тракторов N=7,5кВт | ОПР-1402М | 1 | 1600 | х | 400 |
| 32 | Стенд для разборки и сборки мостов | ОР-6280 | 1 | 1120 | х | 1110 |
| 33 | Ванна для нагрева подшипников , N=3кВт | Э39Н | 1 | 1300 | х | 500 |
| 34 | Стенд для сборки поддерживающих роликов | OKC-9I07 | 1 | 1200 | х | 750 |
| 35 | Стол для контроля и мойки прецизионных пар | ОРГ-1598 | 1 | 1040 | х | 750 |
| 36 | Стеллаж для двигателей | 3 5146.000 | 1 | 1220 | х | 900 |
| 37 | Ванна моечная | 1 | 900 | х | 720 | |
| 38 | Верстак слесарный | 6722.000 | 1 | 1250 | х | 750 |
| 39 | Шкаф для инструмента | 5101.000 | 1 | 430 | х | 1600 |
| 40 | Секция стеллажа | 5126.000 | 1 | 1500 | х | 600 |
| 41 | Кран консольно-поворотный N=1,5кВт Q=1т | КПК-0,5 | 1 | х | ||
| 42 | Тумбочка для инструмента | OPT-I468-01-100 | 3 | 665 | х | 510 |
| 43 | Секция стеллажа | 5154.000 | 1 | 1500 | х | 400 |
| 44 | Ящик для песка | 1 | 400 | х | 400 | |
| Участок диагностики | ||||||
| 45 | Стенд обкаточно-тормоэной N=40кВт | КИ-1363В | 1 | 3200 | х | 4620 |
| 46 | Стенд дия испытания пароводозапорной арматуры N=1,9кВт | 70-7890-22I4 | 1 | 1235 | х | 650 |
| 47 | Стенд для обкатки и испытания вакуумных насосовN=2,8/4,1кВт, | 8719 | 1 | 1193 | х | 800 |
| 48 | Стенд универсальный контрольно-испытательный для проверки электрооборудования N=2,2кВт габ.раам. | КИ-968 | 1 | 855 | х | 855 |
| 49 | Стенд для испытания гидросистем N=10кВт | КИ-4200 | 1 | 1600 | х | 880 |
| 50 | Верстак слесарный | 6722.000 | 1 | 1250 | х | 750 |
| 51 | Шкаф для инструмента | 5101.000 | 1 | 430 | х | 1600 |
| 52 | Секция стеллажа | 5126.000 | 1 | 1500 | х | 600 |
| 53 | Секция стеллажа | 5154.000 | 1 | 1500 | х | 400 |
| 54 | Ящик для песка | 1 | 400 | х | 400 | |
| Участок топливной аппарытуры | ||||||
| 55 | Стенд для испытания топливной аппаратуры N=3,6кВт, | КИ-921М | 1 | 620 | х | 1120 |
| 56 | Прибор для испытания и регулировки форсунок | КИ-562А | 1 | 650 | х | 480 |
| 57 | Стол для контроля и мойки прецизионных пар | ОРГ-1598 | 1 | 1040 | х | 750 |
| 58 | Верстак для ремонта карбюраторов габ.разм. | 5128.000 | 1 | 1250 | х | 750 |
| 59 | Стенд для ремонта пускорегулирущей аппаратуры Q=4,5кВт | 1 | 1540 | х | 900 | |
| 60 | Стеллаж для топлевной аппаратуры | 9865.000 | 1 | 900 | х | 350 |
| 61 | Верстак слесарный | 6722.000 | 1 | 1250 | х | 750 |
| 62 | Верстак слесарный | 6722.000 | 1 | 1250 | х | 750 |
| 63 | Тумбочка для инструмента | OPT-I468-01-100 | 1 | 665 | х | 510 |
| 64 | Шкаф для инструмента | 5101.000 | 1 | 430 | х | 1600 |
| Сварочный участок | ||||||
| 65 | Стол дая электросварочных работ | OKC-7523 | 1 | 1100 | х | 750 |
| 66 | Трансформатор сварочный N=19,4кВА | ТД-300-2У2 | 1 | 780 | х | 860 |
| 67 | Сварочный преобразователь N=I6KBA | ПСО-300-2У2 | 860 | х | 910 | |
| 68 | Генератор ацетиленовый | АСП-1,25-6 | 380 | х | 400 | |
| 69 | Щит для сварочных работ | 5134. ОПО | 1 | 1600 | х | 500 |
| 70 | Тележка для перевозки кислородных баллонов | 2213 | 1 | 1200 | х | 850 |
| 71 | Шкаф ддя кислородных баллонов | ОРГ-1468-07 -130 | 1 | 1600 | х | 460 |
| 72 | Верстак слесарный | 6722.000 | 1 | 1250 | х | 750 |
| 73 | Шкаф для инструмента | 5101.000 | 1 | 430 | х | 1600 |
| 74 | Секция стеллажа | 5126.000 | 1 | 1500 | х | 600 |
| 75 | Секция стеллажа | 5154.000 | 1 | 1500 | х | 400 |
| 76 | Тумбочка для инструмента | OPT-I468-01-100 | 1 | 665 | х | 510 |
| 77 | Ящик для песка | 1 | 400 | х | 400 | |
| Участок по ремонту СХМ | ||||||
| 78 | Cтенд для обкатки молотилки комбайнов N=10кВт габ.разм. 630x670x1900 | ОПР-2945 | 1 | 630 | х | 1900 |
| 79 | Стенд для разборки, сборки и обкатки подборщиков N=1,5кВт | ОПР-6746 | 1 | 3520 | х | 790 |
| 80 | Приспособление для заточки ножей сельхозмашин N=0,6кВт | ОПР-3562 | 1 | 810 | х | 675 |
| 81 | Стенд для правки кожухов шнеков и элеваторов N=1,1кВт. | ОР-6733 | 1 | 4740 | х | 720 |
| 82 | Стевд для разборки и сборки битеров комбайнов | ОР-6709 | 1 | 1830 | х | 970 |
| 83 | Сговд для сборки муфты сцеплешя коробки перемены передач N=2, 2кВт | OP-6725 | 1 | 1610 | х | 920 |
| 84 | Стенд для разборки и соборки вентиляторов комбайнов | ОР-6778 | 1 | 1135 | х | 975 |
| 85 | Стевд для правки каркасов подбарабаний | ОР-6634 | 1 | 1828 | х | 1046 |
| 86 | Стенд для ремонта наклонных камер | ОР-6723 | 1 | 2140 | х | 1340 |
| 87 | Верстак слесарный | 6722.000 | 2 | 1250 | х | 750 |
| 88 | Шкаф для инструмента | 5101.000 | 1 | 430 | х | 1600 |
| 89 | Секция стеллажа | 5126.000 | 1 | 1500 | х | 600 |
| 90 | Секция стеллажа | 5154.000 | 1 | 1500 | х | 400 |
| 91 | Ящик для песка | 1 | 400 | х | 400 | |
| Участок ТО | ||||||
| 92 | Установка для смазки и заправки N=6,6кВт | 03-4967М | 1 | 3667 | х | 750 |
| 93 | Машина моечная с огневым подогревом N=8,8кВт | ОМ-837Г | 1 | 950 | х | 820 |
| 94 | Комплект оснаотки рабочего места мастера-наладчика N=3,12кВт | ОРГ-4999А | 1 | 1200 | х | 850 |
| 95 | Установка для промывки системы смазки тракторов N=10,4кВт | ОМ-2871А | 1 | 2225 | х | 700 |
| 96 | Солидолонагнетатель, N=0,6кВт, | OШ-8939 | 1 | 680 | х | 690 |
| 97 | Ванна для слива отработанных масел | С-604 | 1 | 755 | х | 410 |
| 98 | Стол письменный однотумбовый | ЦКБ-6209 | 1 | 1200 | х | 800 |
| 99 | Верстак слесарный | 6722.000 | 1 | 1250 | х | 750 |
| 100 | Шкаф для инструмента | 5101.000 | 1 | 430 | х | 1600 |
| 101 | Секция стеллажа | 5126.000 | 1 | 1500 | х | 600 |
| 102 | Секция стеллажа | 5154.000 | 1 | 1500 | х | 400 |
| 103 | Ящик для песка | 1 | 400 | х | 400 | |
| Акумуляторный участок | ||||||
| 104 | Акводастилятор электрический N=ЗкВт | ДЭ-4-2Г | 1 | 620 | х | 650 |
| 105 | Выпрямитель Uв=30B, | BAKC-I-30 1 | 1 | 640 | х | 350 |
| 106 | Приспособление для зачистки клемм аккумуляторных батарей | ОР-9959 I | 1 | х | ||
| 107 | Верстак аккумуляторщика | OPT-I468 | 1 | 1250 | х | 750 |
| 108 | Шкаф хранения электролита | 5106.000 ГОСШТИ | 1 | 440 | х | 540 |
| 109 | Ванна для приготовления электролита | 207 | 1 | 650 | х | 348 |
| 110 | Приспосабление дая розлива кислоты | 2252.000 | 1 | 525 | х | 380 |
| 111 | Стелаж для зарядки аккумуляторов | ТРК.000 | 1 | 1600 | х | 710 |
| 112 | Тележка ручная для перевозки аккумуляторов | 5116.000 | 1 | 1200 | х | 800 |
| 113 | Шкаф для инструмента | 5101.000 | 1 | 430 | х | 1600 |
| 114 | Секция стеллажа | 5126.000 | 1 | 1500 | х | 600 |
| 115 | Тумбочка для инструмента | OPT-I468-01-100 | 1 | 665 | х | 510 |
| 116 | Секция стеллажа | 5154.000 | 1 | 1500 | х | 400 |
| 117 | Ящик для песка | 1 | 400 | х | 400 | |
| Малярный участок | ||||||
| 118 | Установка окрасочная "Ингул" | ОР-5550 | 1 | 620 | х | 580 |
| 119 | Моечная машина передвижная N=1,5кВт | ОМ-5359 | 1 | 1200 | х | 800 |
| 120 | Шкаф сушдьпнй с алектроиодогревом N=40,0кВт | ПЛ-18010 | 1 | 1560 | х | 2480 |
| 121 | Шкаф для инструмента | 5101.000 | 1 | 430 | х | 1600 |
| 122 | Шкаф для малярных принадлежностей | ГОСШТИ 5104.000 | 1 | 1600 | х | 630 |
| 123 | Секция стеллажа | 5126.000 | 1 | 1500 | х | 600 |
| 124 | Тумбочка для инструмента | OPT-I468-01-100 | 1 | 665 | х | 510 |
| 125 | Секция стеллажа | 5154.000 | 1 | 1500 | х | 400 |
| 126 | Ящик для песка | 1 | 400 | х | 400 | |
| Шиномонтажный участок | ||||||
| 127 | Стенд для демонтажа шин N=3,О кВт | ПИП-582А | 1 | 1400 | х | 1620 |
| 128 | Аппарат для ремонта камер N=0,8кВт | Ш-509 | 1 | 620 | х | 810 |
| 129 | Вешалка для камер автомобильных и трактарных шин | Э40Н | 2 | 1000 | х | 1000 |
| 130 | Стеллаж для колес | 5137.000 | 2 | 1115 | х | 1165 |
| 131 | Набор инструмента для шиноремонтника | НАИТ-390М | 1 | х | ||
| 132 | Ванна для проверки герметичности камер | 1 | 850 | х | 600 | |
| 133 | Тумбочка для инструмента | OPT-I468-01-100 | 1 | 665 | х | 510 |
| 134 | Верстак слесарный | 6722.000 | 1 | 1250 | х | 750 |
| Участок ТР | ||||||
| 135 | Подставка для узлов и агрегатов | 1 | 2000 | х | 150 | |
| 136 | Стол монтажный | ОРГ-1468-03-350 | 1 | 1200 | х | 800 |
| 137 | Стапель для ремонта решет зерноуборочннх комбайнов | ОРГ-999-07 | 1 | 1700 | х | 1290 |
| 138 | Стапельдля ремонта грохотов | 70-7832-1304 | 1 | 2000 | х | 974 |
| 139 | Стапель для рэмонта кабин зерноуборочных комбайнов | 6734.000 | 1 | 1590 | х | 1260 |
| 140 | Верстак слесарный | 6722.000 | 2 | 1250 | х | 750 |
| 141 | Шкаф для инструмента | 5101.000 | 1 | 430 | х | 1600 |
| 142 | Секция стелажа | 5126.000 | 3 | 1500 | х | 600 |
| 143 | Секция стелажа | 5154.000 | 3 | 1500 | х | 400 |
| 144 | Ящик для песка | 1 | 400 | х | 400 | |
| 145 | Ларь для обтирочннх материалов | 5139.000 | 1 | 1000 | х | 500 |
| 146 | Ванна для проверки герметичности радиаторов | OPT-I468-I8 -540 | 1 | 1150 | х | 880 |
| 147 | Подставка под оборудование | 5127.000 | 1 | 820 | х | 700 |
| 148 | Ванна моечная | 1 | 900 | х | 720 | |
| 149 | Стеллаж для деталей | 2 | 1400 | х | 500 | |
| 150 | Стол для дефектовки деталей | CO-I607 | 1 | 2400 | х | 800 |
| 151 | Трубогяб гидралический | ГП-0,15/10 | 1 | 700 | х | 700 |
| 152 | Контейнер для выбракованных деталей | 1 | 965 | х | 865 | |
| 153 | Тумбочка для инструмента | OPT-I468-01-100 | 1 | 665 | х | 510 |
| 154 | Устройство для перемещения тракторов, N= 1,7кВт | ОПТ-1326А | 1 | 2500 | х | 1900 |
| 155 | Кран подвесной Nобщ=2,24кВт Q=1,5т | 1 | х | |||
| 156 | Таль электрическая N=1,7кВт | ТЭ-100-511 | 1 | х | ||
| 157 | Тэдегша дая перевозки агрегатов. Q=0,7т | ОПО-7353 | 1 | 1650 | х | 850 |
| Электротехнический участок | ||||||
| 158 | Верстак для ремонта электродвигателей | OKC-I5I3 | 1 | 2100 | х | 800 |
| 159 | Щит для испнтания электродвигателей N=30кВт, | Э36Н | 1 | 510 | х | 260 |
| 160 | Стенд проверки электрооборудования | Э-242 | 1 | 1330 | х | 850 |
| 161 | Прибор для проверки якорей генераторов и стартеров | Э-236 | 1 | 380 | х | 160 |
| 162 | Автотестер микропроцессорный | К-297 | 1 | 500 | х | 500 |
| 163 | Комплект инструмента электрика | И-151 | 410 | х | 120 | |
| 164 | Верстак слесарный | 6722.000 | 1 | 1250 | х | 750 |
| 165 | Стеллаж для деталей | 1 | 1400 | х | 500 | |
| 166 | Тумбочка для инструмента | OPT-I468-01-100 | 1 | 665 | х | 510 |
| Прочее оборудование | ||||||
| 167 | Вентиляционный пылеулавливающий агрегат N=1,5кВт | 5119.000 ГОСШТЙ | 1 | 3600 | х | 2100 |
| 168 | Компрессор воздушный поршневой N=1,5вВт | ЗИЛ-90M | 1100 | х | 600 | |
1.8 Расчет площади ремонтной мастерской
Занимаемая ремонтной мастерской общая площадь включает в себя площадь производственных, административно-конторских, бытовых и складских помещений. К производственным площадям участков ремонтной мастерской относятся площади занятые технологическим оборудованием, рабочими местами (в том числе верстаками, рабочими стендами и др.), заготовками, деталями и узлами, находящимися возле рабочих мест и оборудования, а также рабочими зонами, проходами и проездами между оборудованием (кроме магистральных проездов).
При расчете производственных площадей участков (разборочно-сборочного, диагностирования и технического обслуживания машин) по площади, занимаемой оборудованием и машинами, и переходным коэффициентом, пользуются формулой
Fуч = (Fоб+Fм)*σ
где Fоб-площади, занимаемые оборудованием принимаем по максимальной марке 20,9 м2.
Fм – площади, занимаемые соответственно оборудованием, м2;
σ-коэффициент, учитывающий рабочие зоны и проходы.
Площади остальных участков так же рассчитываются по площади, занимаемой оборудованием, с учетом рабочих зон и проходов
Fуч = Fоб*σ
Результаты расчетов сводим в таблицу 1.11
Таблица 1.11 Расчет площади производственных помещений
| Наименование участка |
Площадь, занимаемая машинами Fм , м2 |
Площадь, Занимаемая оборудован Fоб , м2 |
Коэффициент |
Расчетная Площадь участка Fуч , м2 |
Площадь после планировки Fпр, м2 |
| 1.Разборочно-сборочный | 41,2 | 12,2 | 3,5 | 186,9 | 190 |
| 2. ТО | 61,8 | 9,8 | 4 | 286,4 | 290 |
| 3.Слесарно-механический | 10,2 | 3,5 | 35,7 | 36 | |
| 4.Ремонта топливной аппаратуры | 6,3 | 3,5 | 22,1 | 23 | |
| 5.Ремонта СХМ | 16,2 | 4 | 64,8 | 65 | |
| 6.Сварочный | 7,5 | 4 | 30,0 | 32 | |
| 7. Ремонта двигателей и агрегатов | 18,4 | 4 | 73,6 | 75 | |
| 9. Кузнечный участок | 4,5 | 4,5 | 20,4 | 22 | |
| Аккумуляторный участок | 6,3 | 4 | 25,2 | 28 | |
| 10. электротехнический участок | 4,8 | 4 | 19,2 | 22 | |
| Итого | 783 |
Контору и уборные размещают в производственном корпусе, их площади принимают по типовым проектам ( для конторы 15 – 20 м2, уборной 20 –30 м2).
Площади складов материалов и запасных частей рассчитывают исходя из количества материалов и запасных частей, подлежащих хранению на них, по формуле
Q =(Qг*tм)/12
где Qг – годовая потребность ремонтного предприятия в материалах и запасных частях, т ;
tм – срок хранения запасных частей и материалов, мес.
Годовую потребность определяют по установленным нормам расхода материалов и запасных частей (масса материалов составляет 7.5% массы трактора и 12.5% массы автомобилей, масса запасных частей колеблется от 0.5 до 3 месяцев).
Q =[(0,075*92,3+0,125*53,2)*3]/12 = 3,4 т
Площадь складов рассчитываем по формуле
Fск = Q/(qн*Kn)
где qн – допустимая нагрузка на 1 м2 площади склада, равна 0.5 – 2т;
Kn – коэффициент, учитывающий увеличение площади за счет разрывов и проходов, равный 0,3.
Fск = 3,4 / (1,0*0,3) = 11,3 м2
Примем Fск = 20 м2
Общая площадь всех помещений
ΣF=783+15+20+20 =838 м2
1.9 Планировка РММ
Отделения, участки, рабочие места размещают на плане, чтобы транспортирование основного груза (агрегатов, отдельных громоздких деталей) проходило по кратчайшему пути и совпадало с направлением технологического процесса с минимальным перекрещивающимся путями. Для мастерских общего назначения периметр здания выбирается исходя из соотношения длины к ширине 3:1. Расстояние между опорами принимают 6 м, ширину пролета принимают 12 м, кузнечное, сварочное, столярное, испытания двигателей, санузел отделяют капитальными стенами.
Компоновка производственного корпуса выполнена на формате А1 графического материала проекта.
2. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Ремонт машин является важным фактором в структуре безопасности на транспорте. Ремонт машин - это комплекс работ, обеспечивающих устранение повреждений и отказов машин. При ремонте машин часть деталей, пришедших в негодность, заменяется новыми (запасными частями), а часть подвергается ремонту. Изготовление новых и ремонт изношенных деталей является сложным комплексом работ, в результате которых заготовкам или изношенным деталям придаются размеры и форма в соответствии с чертежами и техническими условиями.
Совокупность всех взаимосвязанных действий людей с орудиями производства, необходимыми для превращения поступивших на данное предприятие заготовок, материалов или изношенных деталей в готовые изделия, называется производственным процессом. Производственный процесс капитального ремонта строительной машины состоит из ряда последовательно осуществляемых технологических процессов.
Под словом ремонт понимают комплекс работ, которые проводят для получения нормальной работоспособности элементов или целой машины. Сюда относят разборку, дефектовку, сборку, обкатку, покраску, контроль.
Термин восстановление применяют в том случае, когда неисправности деталей устраняют различными способами обработки или приданием первоначальных размеров, форм и физико-механических свойств.
Производственный процесс ремонта машин отличается от производственного процесса ее изготовления тем, что ремонт сопровождается такими технологическими процессами, как подготовка к ремонту, очистка и многократная мойка, разборка, контроль изношенных сопряжении и деталей и их восстановление. Разработаем технологический процесс снятия клапанов с головки блока цилиндров двигателя автомобиля КАМАЗ.
Рассухаривание клапанов головок цилиндров достаточно непростая операция при отсутствии приспособления. В моей работе я разработал автономное приспособление, которое используется на моторном участке. Приспособление полностью автономно с ручным приводом и не требует дополнительных источников питания. В целом разработанное приспособление соответствует своим аналогам.
Определим порядок работы при помощи приспособления:
· установит головку блока цилиндров в приспособление так чтобы штифт попал в отверстие под болт крепления;
· вращая вороток тарелкой отжать пружины клапанов;
· снять сухари клапанов;
· вращая вороток поднять тарелку снять тарелки и пружины клапанов;
· перевернуть головку, вынуть впускной и выпускной клапана;
· повторить операцию для других клапанов.
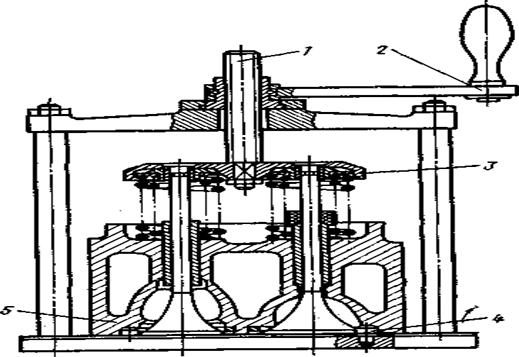
Рис. 1. Разборка головки цилиндра в приспособлении И-801.06.000:
1 — винт; 2 — вороток; 3 —тарелка; 4 — штифт; 5 — головка цилиндра
Установите головку в приспособление И-801.06.000 (рис. 1) так, чтобы штифты 4 вошли в отверстия под болты крепления головки;
вращая вороток, вверните винт 1 и тарелкой 3 отожмите пружины клапанов;
снимите сухари и втулки;
выверните винт 1 из траверсы, снимите тарелку и пружины клапанов;
выньте впускной и выпускной клапаны.
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом, клапаны притрите.
ремонт грузовой автомобиль мастерская
3. РАЗРАБОТКА ОСНАСТКИ ПО РЕМОНТУ ДЕТАЛИ
Любое проектируемое приспособление должно максимально облегчить ручной труд, быть надежным в работе, повысить производительность труда с целью его окупаемости.
Рассухариватель клапанов (рисунок 2) состоит из плиты основания, на которой установлены две стойки выполненные из круга, соединенные траверсой. В траверсе имеется резьбовое соединение которое при помощи воротка 2 приводится в движение винт 1. На конце штока имеется тарелка 3, которая при вращении воротка упирается в тарелки клапанов. На основании имеется штифт 4 который при работе должен входить в отверстие под болты крепления головки.
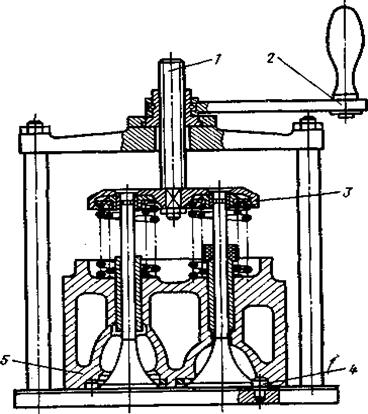
Рис. 2. Разборка головки цилиндра в приспособлении
1- винт; 2 - вороток; 3-тарелка; 4- штифт; 5 — головка цилиндра
3.1 Расчеты на прочность ответственных деталей
Расчет резьбы крепления стоек к траверсе
Расчет производим по формуле
sр = N / (Fр*n) < [sр]
где N - усилие действующее в соединении. Приняв максимальную нагрузка необходимую для рассухаривания двух клапанов Р=120 кг
N = Р*g = 120*9,81 = 1177 Н
Fр- площадь сечения болта по резьбе;
n = 2 число болтов.
[sр] = 160 мПа допускаемое напряжение растяжения для болтового соединения.
Площадь поперечного сечения резьбы приняв резьбу М 18 х 2 d2 = 16,702 мм2.
Fр= p* D2 2 / 4 = 3,14*0,0167022 / 4 = 2,19*10-4 м2
Тогда
sр =1177 / (2,19*10-4*2) =2,6 мПА < [sр] = 160 мПа
Условие выполняется, прочность резьбы обеспечивается.
Расчет резьбы винта
Расчет производим по формуле
sр = N / (Fр*n) < [sр]
где Fр- площадь сечения болта по резьбе;
n = 1 число болтов.
[sр] = 160 мПа допускаемое напряжение растяжения для болтового соединения.
Площадь поперечного сечения резьбы (для резьбы упорной Уп. 20 х 2 ГОСТ 10177-62) d2 = 16,528 мм2.
Fр= p* D2 2 / 4 = 3,14*0,0165282 / 4 = 2,14*10-4 м2
Тогда
sр =1177 / (2,14*10-4*1) =5,4 мПА < [sр] = 160 мПа
Условие выполняется, прочность резьбы обеспечивается.
4. ОХРАНА ТРУДА
В настоящее время в нашей стране очень актуален вопрос безопасности жизнедеятельности человека, включающий такие разделы как охрана труда на производстве и в быту и охрана- окружающей среды.
В соответствии с положениями конституции ставятся задачи по обеспечению безопасных и здоровых условий труда, внедрения санитарно-гигиенических условий труда автоматизации и механизации технологических процессов, внедрение совершенной техники безопасности, снижения трудоемкости работ.
В настоящее время в связи с увеличением численности парка автомобилей и тракторов увеличивается его воздействие на окружающую среду. Основными факторами, влияющими на окружающую среду, животный и растительный мир, в том числе и на человека, являются отработавшие газы автомобиля, которые содержат окиси углерода, а также окислы свинца. Наряду с отработавшими газами вредное действие на окружающую среду оказывает шум и вибрация, возникающие при движении автомобиля и работе базы по ремонту подвижного состава. Поддержание подвижного состава в технически исправном состоянии позволяет значительно уменьшить вредное воздействие на окружающую среду. Это обеспечивается качественным ремонтом и техническим обслуживанием автомобиля. Для того чтобы уменьшить трудоемкость ТО и ТР, а также долю ручного труда при выполнении различных видов работ, предусматривается внедрение нового оборудования, обеспечивающего более качественную и совершенную технологию ТО и ремонта, а также диагностику.
Условия труда в ЦРМ- это совокупность факторов производственной среды, оказывающих влияние на здоровье и работоспособность человека в процессе труда. Эти факторы различны по своей природе, формам проявления, характеру действия на человека. Среди них особую группу представляют опасные и вредные производственные факторы. Их знание позволяет предупредить производственный травматизм и заболевания, создать более благоприятные условия труда, обеспечив тем самым его безопасность. В соответствии с ГОСТ 12.0.003-74 опасные и вредные производственные факторы подразделяются по своему действию на организм человека на следующие группы:
- Физические;
- Химические;
- Биологические;
- Психофизиологические.
Физически опасные и вредные производственные факторы подразделяются на:
- движущиеся машины и механизмы;
- подвижные части производственного оборудования и технической оснастки;
- передвигающиеся изделия, детали, узлы, материалы;
- повышенную запыленность и загазованность воздуха рабочей зоны;
- повышенную или пониженную температуру поверхностей оборудования, материалов;
- повышенную или пониженную температуру воздуха рабочем зоны;
- повышенный уровень шума на рабочем месте;
- повышенный уровень вибрации;
- повышенный уровень ультразвука и инфразвуковых колебаний;
- повышенную или пониженную влажность воздуха;
- отсутствие или недостаток естественного света;
- недостаточную освещенность рабочей зоны;
- повышенную яркость света;
- острые кромки, заусенцы и шероховатость на поверхностях заготовок, инструментов и всего оборудования.
Химически опасные и вредные производственные факторы подразделяются по характеру воздействия на организм человека на:
- токсические;
- раздражающие;
- сенсибилизирующие;
- канцерогенные;
- мутагенные;
- влияющие на репродуктивную функцию;
- по пути проникновения в организм человека — на проникающие через органы дыхания, желудочно-кишечный тракт, кожные покровы и слизистые оболочки.
Биологические опасные и вредные производственные факторы включают следующие биологические объекты:
- патогенные микроорганизмы бактерии, вирусы, грибы, спирохеты и продукты их жизнедеятельности;
- микроорганизмы (растения и животные).
Психофизиологические опасные и вредные производственные факторы по характеру действия подразделяются на:
- физические;
- нервно-психические перегрузки на человека.
Физические перегрузки подразделяются на статические и динамические, а нервно-психические — на умственное перенапряжение, перенапряжение анализаторов, монотонность труда, эмоциональные перегрузки.
При техническом обслуживании и текущем ремонте автомобилей возникают следующие опасные и вредные производственные факторы:
- движущихся автомобили;
- незащищенных подвижных элементов производственного оборудования;
- повышенной загазованности помещений отработавшими газами автомобилей;
- опасности поражения электрическим током при работе с электроинструментом и др.
Требования безопасности при ТО и ремонте автомобилей, тракторов и механизмов установлены ГОСТ 12.1-004-85, ГОСТ 12.1.010-76. Санитарными правилами организации технологических процессов и гигиеническими требованиями к производственному оборудованию, правилами по охране труда на автомобильном транспорте и правилами пожарной безопасности для станций технического обслуживания.
Технологическое оборудование должно отвечать требованной ГОСТ 12. 2. 022-80, ГОСТ 12. 2. 049-80, ГОСТ 12- 2. 061-81 и ГОСТ 12. 2. 082-81.
В зоне ТО и в зоне текущего ремонта (ТР) для обеспечения безопасной и безвредной работы ремонтных рабочих, снижения трудоемкости, повышения качества выполнения работ по ТО и ТР тракторов и автомобилей работы проводят на специально оборудованных постах, оснащенных электромеханическими и гидравлическими подъемниками, которые после подъема автомобиля крепятся специальными стопорами, различными приспособлениями, устройствами, приборами и инвентарем. Автомобиль на подъемнике должен быть установлен без перекосов.
Для предупреждения поражения работающих электрическим током подъемники и станки с электропитанием заземляют. Для работы ремонтных рабочих "снизу" автомобиля применяется индивидуальное освещение 36 вольт, которые оборудованы необходимыми средствами безопасности. Снятие агрегатов и деталей, связанное с большими физическими напряжениями, неудобствами, производят с помощью съемников. Агрегаты, заполненные жидкостями, предварительно освобождают от них, и лишь после этот снимают с автомобиля. Легкие детали и агрегаты переносят вручную, тяжелые агрегаты массой более 20кг снимают с приспособлениями и транспортируют на передвижных тележках.
Карбюратор, топливный насос, трубы глушителя снимают при остывшем двигателе. Ремонтные рабочие должны пользоваться исправным инструментом и оснасткой, так как автомобили сами заезжают на посты ТО и ремонта, зона ТО и ТР снабжена принудительно-вытяжной вентиляцией.
Все рабочие места в зовах ТО и ТР должны содержаться в чистоте, не загромождаться деталями, оборудованием, приспособлениями. На рабочем месте слесаря по ремонту автомобиля должны быть необходимые оборудование, приспособления и инструмент. Все оборудование и инструмент, запасные части, приспособления располагают в непосредственной близости в пределах зоны досягаемости.
В зоне рихтовки и сварочном участке применяют газовую, точечную и электродуговую сварку. При сварочных работах основную опасность представляет видимое и инфракрасное излучение, повышенная температура, расплавленный металл и вредные газы. Сварочные работы выполняются по ГОСТ 12.3.003-86, а также на основании Правил техники безопасности и производственной санитарии при электросварочных работах и других.
Сварочный участок окрашен в светло серый цвет краской с добавлением в нее окиси цинка или титана для поглощения ультрафиолетовых лучей. На рабочем месте сварщика есть стол и стул. Стол оборудован местным отсосом. Плита стола изготовлена из чугуна, а стул с сиденьем — из диэлектрического материала, регулируемый по высоте. Все оборудование электросварочных установок должно иметь исполнение, соответствующее условиям окружающей среды. Корпуса электросварочных установок и другие металлические нетоковедущие части оборудования заземляют.
Для создания здоровых условий труда рихтовщиков в зоне рихтовки предусмотрена приточно-вытяжная вентиляция. Для предохранения глаз сварщиков от лучей электрической дуги применяются сварочные шлемы с защитными стеклами. Все рабочие должны быть оснащены спецодеждой и исправным оборудованием.
Пост диагностики и ТО оборудуются специальными местными отсосами отработавших газов, так как все работы проводят с работающим двигателем. Кроме того, к рабочим местам подводятся местные отсосы приточно-вытяжной вентиляции. Для охлаждения двигателя автомобиля дополнительно устанавливают передвижной электрический вентилятор.
4.1 Расчет искусственного освещения слесарно-механического участка
Искусственное освещение необходимо для ведения работ в тёмное время суток и в местах с недостаточным естественным освещением. Оно осуществляется применением светильников с лампами накаливания. Произведем расчет искусственного освещения механического участка.
Расчёт произведён по методу светового потока:
![]()
F – световой поток одного светильника;
N – количество светильников;
η – коэффициент использования одной установки;
K – коэффициент запылённости помещения, 1,3;
S – площадь помещения, м2;
Z – отношение средней освещённости к минимальной, минимальная освещённость E=1,0.
Индекс помещения:
![]()
Где а, b – ширина и длина помещения ,
h =4.8 высота подвеса светильников над рабочей поверхностью;
Принимаем светильник типа «Универсал» без затемнения (F=2600 Лк, U=220В, N=200Вт).
При удельной мощности общего равномерного освещения W=15 Вт/м2, определим количество светильников:
N = (15*45.7) / 200 = 3.4 шт
Примем количество светильников N= 4 шт
Таким образом, освещённость участка при искусственном освещении:
А = (2600*4*0.6) / (1.3*45.7*1) = 105
Это удовлетворяет санитарно – гигиеническим требованиям.
Расчет вентиляции сводится к определению мощности на приводе вентилятора.
NB = (LB * H) / (3600 * 102 * n)
LB – величина воздухообмена
Vn – объем отделения, м3;
К – кратность воздухообмена (от 1 до 5);
Н – давление, напор, м;
n – КПД вентилятора (0.55).
LB = 838 * 2 = 1676м3
NB =
ЛИТЕРАТУРА
1. Напольский Г.М. Технологическое проектирование автотранспортных предприятий и станций технического обслуживания. - М.: Транспорт, 1985. - 232 с.
2. Салов А.И. Охрана труда на предприятиях автомобильного транспорта. - М.: Транспорт, 1985. - 351 с.
3. Общесоюзные нормы технологического проектирования предприятий автомобильного транспорта. ОНТП-01-91. - М.: Транспорт, 1991. - 186 с.