
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Реферат: Механическая обработка вала
Реферат: Механическая обработка вала
МИНИСТЕРСТВО ВЫСШЕГО И ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ РФ
МОСКОВСКАЯ ГОСУДАРСТВЕННАЯ АКАДЕМИЯ ПРИБОРОСТРОЕНИЯ И ИНФОРМАТИКИ
кафедра БФ2
КУРСОВОЙ ПРОЕКТ
по дисциплине
“Технология криогенного и специального машиностроения”
Студент Кудряшов Д. В.
группа 9541д БФ-2
шифр 94711
Преподаватель Комаров В.В.
МОСКВА
1999
1. Механическая обработка вала.
1.1. Исходные данные и служебное назначение.
Габаритные размеры вала:
· диаметр – 90 мм
· длина – 638 мм
Материал - 40ХН2МА
Заготовка - прокат
Вал-шестерня является одной из основных деталей редуктора, служит для передачи большого крутящего момента, понижения скорости вращения промежуточного или выходного вала.
1.2. Выбор заготовки и описание конструкции вала.
Вал состоит из цилиндрической части, двух торцов с центровыми отверстиями (один торец с двумя шпоночными пазами) и участка с нарезанными зубьями косозубой передачи. Шероховатость вала Rа=1,6 мкм. Шероховатость поверхности вала под подшипники Rа=0,4 мкм. Твердость вала должна быть не менее 28…32 HRC. Вес готового вала-шестерни составляет 13,4 кг.
1.3. Анализ технологичности вала.
Качественный анализ технологичности вала.
| № | Требования технологичности | Характеристика технологичности |
| 1 | 2 | 3 |
|
1. 2. 3. 4. 5. 1 6 7. 8. 9. 10 11 |
Деталь должна изготавливаться из стандартных или унифицированных заготовок. Свойства материала детали должны удовлетворять существующей технологии изготовления, хранения и транспортировки. Конструкция детали должна обеспечить возможность применения типовых, групповых или стандартных технологических процессов. Конструкция детали должна обеспечивать возможность многоместной обработки. Возможность обработки максимального количества диаметров высокопроизводительными методами и инструментами. Перепад диаметров шеек должен быть минимальным. Диаметры шеек должны убывать от середины к торцам вала или от одного торца к другому. При наличии резьб на концах вала предпочтение следует отдавать внутренней резьбе. Отсутствие глубоких отверстий малого диаметра. Форма конструктивных элементов детали (КЭД) – фасок, канавок и т.п. Элементов должна обеспечивать удобный подвод инструмента. Унификация КЭД для использования при обработке станков с программным управлением. С целью использования роботов, конструкция должна иметь поверхности удобных для захвата. |
Технологична Технологична Технологична Технологична Технологична Нетехнологична Технологична Технологична Технологична Технологична Технологична |
Вывод: деталь вала имеет конструкцию, которую надо признать технологичной, т.к. удовлетворяет 89% требований при отработке конструкции на технологичность.
Рассчитаем такт производства:
Тпр = Fд / N , где
F - годовой фонд времени;
N - годовой объем выпуска детали.
Тпр = 3945 / 20000 = 0,20 ч/шт. - крупносерийное производство.
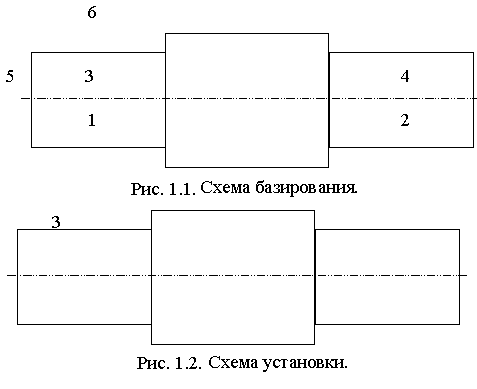
1.4. Выбор баз.
При обработке вала необходимо провести операции: токарную и фрезерную. Токарная операция проводится за один установ при выборе установки в трехкулачковый самоцентрирующий патрон с использованием жесткого центра.
1.4.1. Составление маршрутной технологии обработки.
Содержание маршрутной технологии процесса обработки см. в Приложении.
1.5. Расчет припусков на обработку.
|
Маршрут обработки поверхности Æ 55 f7 |
Элементы припуска мкм |
Расчетные величины | Допуск на выпол-няемые размеры, мкм | Принятые размеры по переходам, мм | Предельный припуск | ||||||
|
Rz |
h |
Då |
e |
припу-ска zi, мкм |
min диаметр, мм | наиме-ньший | наибо-льший |
Zmax |
Zmin |
||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Прокат | 160 | 250 | 2500 | - | 61,472 | 2000 | 61 | 63 | - | - | |
|
Точение: Черновое |
50 | 50 | 150 | 0 | 5820 | 55,652 | 400 | 55,7 | 56,1 | 6,9 | 5,3 |
| Чистовое | 25 | 25 | 6 | 0 | 500 | 55,152 | 200 | 55,15 | 55,35 | 0,75 | 0,55 |
|
Шлифование Черновое |
10 | 20 | 0 | 0 | 112 | 55,04 | 60 | 55,04 | 55,1 | 0,25 | 0,11 |
| Окончательное | - | - | - | - | 60 | 54,98 | 20 | 54,98 | 55 | 0,1 | 0,06 |
Суммарное отклонение расположения при обработке сортового проката круглого сечения (валик) в центрах:
![]() , где
, где
Dåк – общее отклонение оси от прямолинейности;
Dу – смещение оси заготовки в результате погрешности центрирования;
![]() , где
, где
Т – допуск на диаметральный размер базы заготовки, использованной при центрировании, мм.
![]()
Dåк= Dк*Lк=0,12*449=54 мкм
Lк=l1+l2=449 мм
![]()
Черновое обтачивание.
Dчерн.=Кт* Då=0,06*2500=150 мкм, где
Кт – коэффициент уточнения(0,06).
Dчист.=0,04*150=6 мкм
Расчет минимальных припусков на диаметральные размеры для каждого перехода.
![]()
2Zmin=2(160+250+2500)=5820 мкм
2Zmin=2(50+50+150)=500 мкм
2Zmin=2(25+25+6)=112 мкм
2Zmin=2(10+20)=60 мкм
Расчет наименьших размеров по технологическим переходам производим складывая наименьшие предельные размеры соответствующие предшествующему технологическому переходу с величиной припуска на выполняемый переход.
54,98+0,06=55,04
55,04+0,112=55,152
55,152+0,5=55,652
55,652+5,82=61,472
Определяем наибольший предельный размер.
54,98+0,02=55
55,04+0,06=55,1
55,15+0,20=55,35
55,7+0,4=56,1
61+2=63
Расчет фактических максимальных и минимальных припусков по переходам производим, вычитая соответствующее значение наибольших и наименьших предельных размеров соответствующих выполняемому и предшествующему технологическому переходу.
Максимальные припуски:
55,1-55=0,1
55,35-55,1=0,25
56,1-55,35=0,75
63-56,1=6,9
Минимальные припуски:
55,04-54,98=0,06
55,15-55,04=0,11
55,7-55,15=0,55
61-55,7=5,3
Z0max=0,1+0,25+0,75+6,9=8 мм
Z0min=0,06+0,11+0,55+5,3=6,02 мм
Проверка.
Zобщ.мах - Zобщ.min=Тз-Тд
8-6,02=2-0,02
1,98 =1,98,
расчет выполнен верно.
1.6. Проектирование операционной технологии процесса обработки вала.
Разрабатываемый технологический процесс должен обеспечить повышенную производительность труда и качество стали, сокращение трудовых и материальных затрат на его реализацию.
Заготовка вала выбрана из прутка в целях экономии материала. Штучное время обработки вала можно уменьшить за счет сокращения вспомогательного времени, для этого применим станок с ЧПУ 16К20Ф3.
1.7. Выбор оборудования, технологической оснастки и средств контроля.
Применение станков с ЧПУ существенно уменьшает вспомогательное и основное время на обработку вала по сравнению с универсальными станками, учитывая меньшее количество установок в приспособлении при фрезеровании пазов и зубьев.
1.7.1. Станки.
Токарно-винторезный станок с ЧПУ 16К20Ф3.
Зубофрезерный полуавтомат 53А50.
1.7.2. Вспомогательное оборудование.
1) Слесарный инструмент:
Напильник ГОСТ 1465-80
2) Режущий инструмент:
Резец 2103-0075 ГОСТ 18879-73
Резец 2141-0014 ГОСТ 18883-73
Резец 2130-0005 ГОСТ 18884-73
Сверло центр. Æ 6,3 2317-0006 ГОСТ 14952-75
Сверло Æ 3,9 2301-0030 ГОСТ 10902-77
Сверло Æ 14,5 2301-0048 ГОСТ 10903-77
Развертка 2361-0052 ГОСТ 1672-80
Метчик 2621-1611 ГОСТ 3266-81
Шлифовальный круг ГОСТ 2424-83
Шлифовальный круг ГЕМ ГОСТ 4381-80
Фреза Æ125 2214-0003 ГОСТ 24359-80
Фреза Æ6 2234-0355 ГОСТ 9140-78
3) Станочное приспособление:
Планшайба поводковая
Хомутик
Центра
Призмы
4) Измерительный инструмент:
Штангенциркуль I 125-0,1 ГОСТ 166-80
Штангенциркуль II 160-0,05 ГОСТ 166-80
Штангенциркуль III-250-800-0,1 ГОСТ 166-80
Пробка резьбовая М16х1,5-7Н 8221-3068 ГОСТ 17758-72
Калибр-кольцо 1:10 ик 9585; 1:10 ик 9366
Калибр на симметричность шпоночных пазов ИК 11127
Скоба индикаторная ик 8291А; ик 5699
Штатив ГОСТ 10197-70
Концевые меры длины ГОСТ 9038-83
Индикатор ич ГОСТ 577-68
Образцы шероховатости ГОСТ 9378-75
Нутромер 50-100 ГОСТ 868-82
Микрометр мк 0-25 ГОСТ 6507-78
Микрометр мк 50-75 ГОСТ 6507-78
Микрометр мк 75-100 ГОСТ 6507-78
Микрометр мр 50-0,002 ГОСТ 4381-80
Микрометр мр 100-0,002 ГОСТ 4381-80
1.8. Расчет режимов резания.
Материал вала - сталь 40ХН2МА.
dв=850 МПа
Точить поверхность вала Æ 55 f7.
Т.к. Ra=1,6 мкм, то t=0,2 мм (см. [4], стр. 142).
Подача SI=0,165 мм/об, но т.к. Ra=1,6, то радиус при вершине резца r=1,0 мм.
Для стали dв=850 МПа S=0.45*SI=0,074 мм/об
Находим скорость резания по формуле:
![]()
![]() (м/мин), где
(м/мин), где
Cv;m,x,y – коэффициент и показатели степени в формуле скорости резания при обработке;
Т – среднее значение стойкости (30 – 60 мин);
t – глубина резания;
S – подача;
Кv – коэффициент является произведением коэффициентов.
Кv=Кмv*Киv*Кпv
Кv=1*1*1=1
![]() , где
, где
Сv=350;
Х=0,15;
У=0,35;
m=0,2.
Находим частоту вращения:
![]()
![]() .
.
Расчет точности контрольного приспособления.
Схема контрольного приспособления для измерения точности зубчатого профиля представлена на рис. 1.3.
Погрешность измерения будет зависеть от погрешности (биения) делительной окружности профиля:
Dд.о. = 0,009 мм .
Также погрешность будет возникать от смещения оси рычага при посадке с зазором в отверстие Æ4Н6:
Dр = 0,021 мм.
Схема контрольного приспособления.
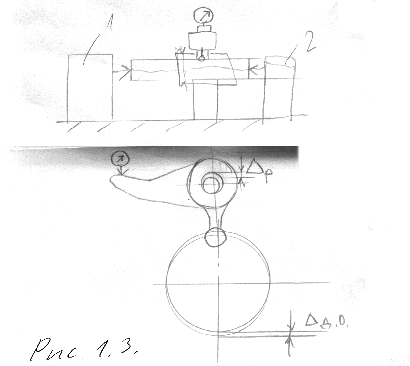
Рис. 1.3.
Определим суммарную погрешность измерения на контрольном приспособлении:
Dсум =Ö Dд.о.2 + Dр2
Dсум. изм. =Ö 0,0092 + 0,0212 = 0,023 мм.
Погрешность измерения должна составлять 25 - 50% от поля допуска на контролируемый размер:
Dпр = 0,05 мм,
Dсум. изм. < Dпр
0,023 < 0,05 , условие выполнено, расчет произведен верно.
1.10. Нормирование технологического процесса.
Технологическое нормирование – установление технически обоснованных норм расхода производственных ресурсов (ГОСТ 3.1109 – 82). Под ресурсами понимаются энергия, материалы, инструмент, рабочее время и др. Особенно важной задачей, решаемой проектированием технологических процессов, является задача технического нормирования вспомогательного времени, т. е. нормирование труда.
Норма штучного времени – это норма времени выполнения объема работы, равной единице нормирования.
Твсп=То+Тв+Тобс+Тотд=Топ+Тобс+Тотд
![]() , где
, где
К – процент оперативного времени на обслуживание рабочего места и на отдых.
| Наименование |
Тшт, мин |
| 1 | 2 |
| Операция 105 дробеструйная | |
| Удалить коррозию, окалину | 0,4 |
| Операция 110 разметочная | |
| Разметить торцы в размер 642 | 0,15 |
| Операция 115 фрезерно-цент-ровальная | |
|
Установить заготовку в приз-мы, выверить, закрепить Фрезеровать торец по разметке Центровать торец Повернуть стол Фрезеровать торец по разметке Центровать торец |
0,25 0,15 0,10 0,05 0,15 0,10 |
| Операция 120 токарная | |
|
Установить заготовку в цент-ра, выверить, закрепить. Точить Æ 58, выдерживая размер 482 Притупить острые кромки Точить Æ 94 Притупить острые кромки Контрольная (проверить раз-меры и шероховатость) Контрольная (проверить дета-ль ультразвуком) |
0,25 0,55 0,1 0,3 0,1 0,15 0,9 |
| Операция 130 токарная | |
|
Установить деталь в 3х кулач-ковый патрон, по Æ 94 пос-тавить люнет, закрепить Подрезатьторец в размер 640 Центровать торец Притупить острые кромки Переустановить деталь в кула-чки по Æ94, по Æ58 поставить люнет, закрепить Подрезать торец в размер 638-0,8 1 |
0,25 0,1 0,1 0,1 0,25 0,1 2 |
|
Сверлить отверстие Æ 14,43+0,3 Расточить отв. Æ 16,6+0,18 Расточить фаску под 60° Расточить фаску под 45° Нарезать резьбу М16х1,5-7Н Притупить острые кромки Контрольная |
0,2 0,1 0,1 0,1 0,25 0,1 0,3 |
| Операция 135 токарная | |
|
Установить деталь в центрах, закрепить Точить Æ47,5 Точить Æ32h6 Врезаться и обточить Æ50,5 Точить Æ55,5 Точить Æ75h9 Точить Æ70,5 Врезаться и обточить Æ64-0,3 Точить Æ65h9 Проточить профиль гребней Точить конус 1:10 Притупить острые кромки |
0,2 0,3 0,2 0,65 0,3 0,3 0,25 0,4 0,3 0,4 0,25 0,2 |
| Операция 140 токарная | |
|
Точить Æ90h9 Точить Æ78 с 15° Врезаться, точить Æ64-0,3 с 15° Точить Æ73,96 предваритель-но до Æ74,5 Точить 2 фаски 1х45° Притупить острые кромки Контрольная |
0,2 0,25 0,25 0,15 0,25 0,15 0,25 0,6 |
| Операция 145 разметочная | |
| Разметить шпоночные пазы | 0,15 |
| Операция 150 фрезерная | |
|
Установить деталь в делитель-ную головку, поджать цент-ром, выверить, закрепить Фрезеровать 2 паза |
0,2 0,3 |
| Операция 155 слесарная | |
|
Запилить заусенцы и приту-пить острые кромки по пазам 1 |
0,2 2 |
| Контрольная | 0,2 |
| Операция 160 шлифовальная | |
|
Установить деталь в центрах, закрепить Шлифовать Æ73,96h6 Шлифовать Æ50j6 и торцы в размер 80Н9 Шлифовать Æ47f7 Шлифовать Æ55f7 Шлифовать Æ70S6 Шлифовать конус 1:10 Установить вал на ложемент Контрольная |
0,3 0,4 0,4 0,3 0,3 0,4 0,25 0,1 0,7 |
| Операция 165 слесарная | |
|
Маркировать наружный диа-метр зубчатого венца Контрольная |
0,1 0,1 |
| Операция 170 разметочная | |
| Разметить 2 отверстия Æ4Н7 | 0,1 |
| Операция 175 сверлильная | |
|
Установить деталь на призмы, выверить, закрепить Сверлить 2 отверстия Æ3,9 с пере-установом, выверкой, креплением Развернуть 2 отверстия Æ4Н7 с переустановом Притупить острые кромки в 2 отверстиях с переустановом Контрольная |
0,2 0,3 0,3 0,3 0,15 |
| Операция 180 зубофрезерная | |
|
Установить деталь, закрепить Фрезеровать зубья начерно Фрезеровать зубья начисто Контрольная |
0,3 0,8 0,65 0,5 |
| Операция 185 слесарная | |
|
Притупить острые кромки Контрольная |
0,4 0,2 |
| Операция 190 шлифовальная | |
|
Установить деталь в центрах, закрепить 1 |
0,2 2 |
|
Полировать Æ70jS6; Полировать Æ50jS6, торцы в размер 80Н9 Контрольная |
0,2 0,2 0,2 |
| Операция 195 маркирование | |
|
Маркировать обозначение де-тали ударным способом Контрольная |
0,1 0,05 |
| Операция 900 консервация | |
| Смазать полированные шейки смазкой, обернуть ветошью | 0,3 |
Норма штучного времени ![]()
Тшт= 21,2 мин.
1.11. Составление маршрутной и операционной технологической документации.
Разработанные технологические процессы оформляются на соответствующих технологических документах.
В соответствии с ГОСТ 3.1109-82 в технологической документации могут быть применены следующие описания:
Маршрутное описание технологического процесса (см. приложение).
Производится сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов технологических режимов. Обычно используются в единичном, мелко серийном и опытном производстве.
Операционное описание техпроцесса.
Полное описание с указанием переходов технологических режимов.
Характерно для серийного, крупно серийного и массового производства.
Маршрутное – операционное описание технологического процесса.
(См. приложение).
Список использованных источников.
Грановский Г. И., Грановский В. Г. Резание металлов: Учебник для машиностр. и приборостр. спец. вузов. – М.: Высш. шк., 1985. – 304 с., ил.
Обработка металлов резанием. Справочник технолога. Изд. 3-е, под ред. Г. А. Монахова. М., “Машиностроение”, 1974.
Косилова А. Г., Мещеряков Р. К., Калинин М. А. Точность обработки, заготовки и припуски в машиностроении. Справочник технолога. М., “Машиностроение”, 1976. – 288 с.
Справочник технолога-машиностроителя. В 2-х т. Под ред. А. Г. Косиловой и Р. К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – 656 с., ил.