
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Реферат: Показатели динамического качества станка
Реферат: Показатели динамического качества станка
Показатели динамического качества станка
Основное служебное назначение металлорежущих станков – обеспечивать обработку деталей. При этом должны выполняться несколько основных условий:
— обработка должна выполняться с заданной точностью, все размеры чертежа детали должны быть безусловно выполнены;
— обработка должна выполняться с заданным качеством обрабатываемой поверхности (должен быть соблюден микро- и макрорельеф поверхности, отсутствие, или наоборот, наличие наклепа поверхности);
— обработки на станке должна выполняться с заданной производительностью;
— обрабатывать детали на станке должно быть экономически выгодно;
— станок должен быть удобен в обслуживании как при каждодневной эксплуатации (эргономика рабочего места станочника), так и при многолетнем общем сроке службы (ремонтопригодность).
Точность обработки определяется относительным смещениями режущего инструмента и детали по нормали к обработанной поверхности, создающими нарушения заданных размеров, формы и относительного положения поверхностей обрабатываемой детали. Точность обработки деталей на станке зависит главным образом от таких характеристик станка как:
— жесткость станка – способности узлов и несущих конструкций станка противостоять появлению упругих деформаций под действием силовых воздействий
механический металлорежущий станок резец
j =с = F/d или
c =j = Q/y;
— геометрическая точность станка. Геометрическая точность обеспечивает заданное взаимное расположение и траекторию перемещения узлов станка;
— точность позиционирования исполнительных органов станка (особенно для станков работающих в автоматическом цикле) – является одним из видов геометрической точности;
— теплостойкость станка – сопротивляемость возникновению деформаций от внутренних и внешних источников тепла;
— виброустойчивость – способность всего станка и его узлов противостоять внешним колебаниям (например, от другого, рядом установленного оборудования) или возникновению и поддержанию колебаний, источник которых находится в самом станке. Особенно сильно сказываются на точности обработки колебания режущего инструментом по нормали к обрабатываемой поверхности детали.
Виброустойчивость это одна из характеристик динамического качества станка.
В динамике станков используют понятия и математический аппарат теории автоматического управления. Физическую величину, характеризующую воздействие на упругую систему (УС), называют входной координатой (хвх), а результат воздействия – выходной координатой (xвых). Например, входная координата УС – силовое воздействие сил резания на шпиндель, а выходная – вызванное этой силой перемещение шпинделя.
Динамическая система станка включает сам станок с приспособлением инструментом и деталью (система СПИД) и образуется совокупностью упругой системы станка во взаимодействии с рабочими процессами (РП).
Рабочие процессы – процесс резания, трение в подвижных парах и в стыках, гидродинамические процессы гидроаппаратуры (клапанов, золотников, гидродвигателей и т.п.) и трубопроводов, электромеханические процессы в электродвигателях, в электромагнитных муфтах и т.п.
Рабочие процессы оказывают на упругую систему силовое воздействие и приводят к перемещениям и деформациям ее элементов.
Динамические процессы – изменение параметров системы (в том числе и параметров, характеризующих рабочие процессы) под влиянием того или иного внешнего воздействия (ВВ) – колебания, разгон, торможение и т.п.
Понятие "внешние воздействия" означает лишь независимость этого воздействия от параметров системы. Поэтому внешние воздействия – это динамические процессы, происходящие как внутри УС станка, так и за ее пределами. Внешние воздействия это воздействия силы инерции неуравновешенных вращающихся или возвратно-поступательных масс, силы веса, усилия закрепления детали, силы резания, толчки и колебания, передаваемые через опоры станка от другого оборудования или возникающие в самой системе из-за неточности зацепления зубчатых колес, из-за иных погрешностей изготовления или сборки.
Результатом ВВ на рабочие процессы являются изменением настройки этих процессов или системы. Результаты внешних воздействий на рабочие процессы выражаются в заданном изменении глубины резания; в изменении давления системы смазки направляющих; в изменении электрического напряжения электродвигателя и т.п.
Динамические качества станка определяется устойчивостью всей станочной системы и характеризуется реакциями системы на внешние воздействия.
Основные показатели динамических качеств станка:
1. запас и степень устойчивости;
2. амплитуда относительных колебаний инструмента и детали по нормали к обрабатываемой поверхности (как при резании, так и на холостом ходу);
3. быстродействие;
4. отклонение параметров динамической системы при внешних воздействиях;
5. шум при работе станка и колебания основания, на которое установлен станок.
Эти показатели динамического качества определяют производительность, точность и качество обработки на станке.
Запас устойчивости определяет возможности изменения того или иного параметра системы без потери ее устойчивости. Устойчивость – это свойство системы возвращаться в исходный или близкий к нему установившийся режим (состояние) после того, как она выведена из него в результате какого-либо воздействия. Потеря устойчивости выражается в возникновении вибраций, "подхватывании" или "подрывании" режущего инструмента, в неравномерности перемещения узлов станка или при их заклинивании. Запас устойчивости величина больше единицы. Если система неустойчива, то достаточно любого толчка, чтобы в ней начался расходящийся переходной процесс удаления от исходного режима (состояния) или начались колебания около установившегося состояния с недопустимо большой амплитудой.
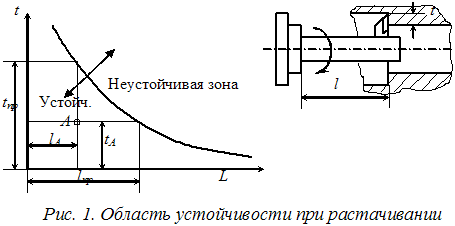
На рис. 1. приведена экспериментальная зависимость предельной глубины резания, при которой еще возможен безвибрационный процесс резания, от длины вылета борштанги. При растачивании вращающейся борштангой с вылетом резца l и глубиной резания t (точка А на рисунке) запас устойчивости по длине будет выражаться отношением предельной длины вылета, при которой начинаются вибрации к данной длине вылета Кз.у.=lпр/lА и аналогично запас устойчивости по глубине резания Кз.у.=tпр/tА. Подобный вид имеет и зависимость скорости резания от вылета расточной борштанги. Запас устойчивости по скорости резания выражается подобным отношением
Кз.у.=vпр/vA.
Степень устойчивости определяет способность системы рассеивать энергию внешнего воздействия. Чем больше степень устойчивости, тем быстрее затухает переходной процесс, тем меньше отклонения в установившихся динамических процессах.
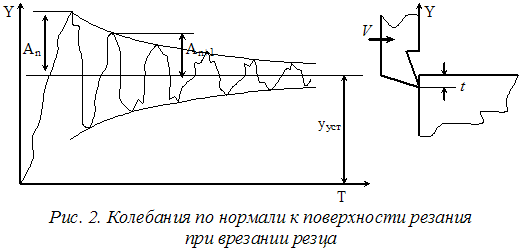
Степень устойчивости переходного процесса (например, при врезания резца в поверхность детали при строгании) выражается логарифмическим декрементом

Быстродействие системы определяет время завершения переходного процесса. Быстродействие выражается продолжительностью процесса или временем затухания переходных отклонений до значений, меньших некоторой установленной величины. Между степенью устойчивости и быстродействием системы существует прямая связь. Быстродействие системы сказывается на быстроту выполнения вспомогательных движений элементов цикла обработки, например позиционирования.
Отклонения параметров динамической системы различаются по виду внешних воздействий:
— статические, вызванные постоянными во времени воздействиями;
— стационарные динамические, вызванные установившимися во времени воздействиями (с постоянной скоростью, равноускоренные, равнозамедленные и т.п.). к стационарным динамическим отклонениям относятся и вынужденные колебания;
— переходные динамические отклонения, возникающие при переходных процессах;
— случайные динамические, вызванные случайными внешними воздействиями.
Статические нагрузки, действующие в динамической системе станка, могут быть двух видов:
— силы резания и трение, вызывающие рассеяние энергии (диссипативные процессы) в системе;
— силы, изменяющие потенциальную энергию системы. К ним относятся вес и силы упругости деформируемых элементов или сжатого рабочего тела.
Динамические нагрузки также бывают двух видов:
— основные, соответствующие принятым законам движения рабочих органов и изменениям во времени сил резания;
— дополнительные, вызванные конструктивными и другими факторами. Например, удары, вызванные зазорами в передачах.
При работе станка возникают колебания. Эти колебания имеют разное происхождение и разную степень важности и называются по-разному.
— Свободные колебания. Свободные колебания возникают после выведения УС станка из состояния равновесия, после чего на УС не оказывается никакого воздействия. Т.е. система предоставлена сама себе;
— Вынужденные колебания. Вынужденные колебания вызываются колебательными источниками энергии либо внешним воздействием, передаваемым станку через фундамент от посторонних источников (другие станки, кузнечно-прессовое оборудование, транспорт), либо силами, возникающими в самом станке от неуравновешенности вращающихся масс или погрешностей изготовления и сборки;
— Параметрические колебания. Параметрические колебания порождаются изменениями параметров самой системы. Например, изменение жесткости (при зацеплении прямозубых колес, при зацеплении косозубых колес на призматических шпонках), или условий резания (изменение сечения среза, ориентации режущего инструмента относительно УС);
— Автоколебания. Автоколебания обусловлены особенностями самой системы и характеристик рабочих процессов резания и трения. Они поддерживаются внешними источниками энергии не колебательного характера. Например, возникновение колебаний поступательно двигающейся каретки скорости при низкой скорости перемещения.
Вынужденные и параметрические колебания опасны при совпадении их частоты с одной из собственных частот колебаний системы станка. В этом случае возникают резонансные колебания системы. Возникающие в зоне резания вынужденные колебания ограничивают достижимую на станке точность чистовой обработки деталей, а автоколебания – ограничивают предельные режимы черновой обработки.