
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Курсовая работа: Проект агрегатноремонтного цеха по ремонту и модернизации тракторов МТЗ
Курсовая работа: Проект агрегатноремонтного цеха по ремонту и модернизации тракторов МТЗ
РЕФЕРАТ
Пояснительная записка состоит из 35 страниц машинописного текста и содержит, 8 таблиц, 12 наименований использованных литературных источников, и 3 листа графического материала формата А1.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС, РАСЧЕТ, ОБОРУДОВАНИЕ, РАПТ, ФОНДЫ ВРЕМЕНИ, ТРУДОЕМКОСТЬ, КОМПОНОВКА, ПОДЪЕМНО-ТРАНСПОРТНЫЕ СРЕДСТВА, РЕМОНТ, АГРЕГАТ, ПРОИЗВОДСТВЕННАЯ ПРОГРАММА, ГЕНЕРАЛЬНЫЙ ПЛАН.
В курсовом проекте представлен проект агрегатноремонтного цеха по ремонту и модернизации тракторов МТЗ. Описан технологический процесс ремонта и модернизации коробок переменных передач, приведена структура производственной программы.
В данном курсовом проекте приведена компоновка производственного здания ремонтного предприятия, дана характеристика объекта ремонта; рассчитаны производственные и вспомогательные площади; спроектировано отделение по ремонту и модернизации коробок переменных передач; произведен расчет количества рабочих и рабочих мест, подобрано необходимое оборудование и инструмент, а также подъемно-транспортные средства; рассчитана потребность в энергоресурсах; разработаны мероприятия по обеспечению охраны труда, строительные и противопожарные требования; произведен расчет технико-экономических показателей проектируемого цеха.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1. ОБОСНОВАНИЕ АКТУАЛЬНОСТИ ТЕМЫ И РЕШАЕМЫХ ЗАДАЧ РОЕКТА
2. КОМПАНОВКА ПРОИЗВОДСТВЕННОГО ЗДАНИЯ РЕМОНТНОЙ МАСТЕРСКОЙ
2.1Характеристика объекта
2.2 Технологический процесс ремонта
2.3Производственная структура РОП
2.4 Режим работы и годовые фонды рабочего времени
2.5Обоснование трудоемкости ремонта изделия и годового объема работ РОП
2.6 Расчет производственных и вспомогательных площадей
2.7Обоснование принятого варианта компоновочного плана
2.8Разработка графика грузовых потоков
2.9Выбор подъемно-транспортных средств
3. ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВЕННОГО ОТДЕЛЕНИЯ
3.1Назначение
3.2Обоснование технологического процесса
3.3Производственная программа и годовой объем работ
3.4Расчет количества рабочих
3.5Расчет количества и подбор оборудования
3.6Расчет количества рабочих мест
3.7Технологическая планировка
3.8Расчет потребности в энергоресурсах
3.9Мероприятия по охране труда, строительные и противопожарные требования
3.10Проектирование элементов производственной эстетики
4. ПРОЕКТИРОВАНИЕ ГЕНЕРАЛЬНОГО ПЛАНА РЕМОНТНОГО ПРЕДПРИЯТИЯ
4.1 Обоснование состава помещений и сооружений
4.2 Расчёт площадей складских помещений
4.3 Составление схемы генерального плана
4.4 Расчёт ТЭП генерального плана
5. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ПРОЕКТИРУЕМОГО РОП
6.ВЫВОДЫ И ЗАКЛЮЧЕНИЕ
ЛИТЕРАТУРА
ВВЕДЕНИЕ
ремонтное предприятие проектирование
Ремонтное или обслуживающее предприятие агропромышленного комплекса — это предприятие, представляющее собой коллектив рабочих, инженерно-технического персонала, служащих и др. вооруженных средствами производства и выполняющих работы по техническому обслуживанию, восстановлению ресурса или работоспособности машин и оборудования.
С развитием производства сельскохозяйственных машин и орудий возникает необходимость в ремонте, так как в процессе эксплуатации и хранения машин и орудий неизбежны неисправности и поломки.
Колхозы, совхозы, межхозяйственные объединения и другие предприятия агропромышленного комплекса из года в год оснащаются все более сложной и высокопроизводительной техникой. Для поддержания ее в работоспособном состоянии и восстановления утраченного ресурса создана ремонтно-обслуживающая база, представляющая собой разветвленную сеть предприятий, которые имеют необходимые здания, сооружения, оборудование и инструмент, транспорт, связь, материальные запасы и трудовые ресурсы. В состав ремонтно-обслуживающей базы входят предприятия, необходимые для выполнения операций технического обслуживания, устранения возникающих неисправностей, восстановления деталей и ремонта техники.
Эффективность капитальных вложений в новое строительство, расширение, реконструкцию, и техническое перевооружение предприятий, а также себестоимость и качество технического обслуживания и ремонта техники во многом зависят от правильности распределения работ между предприятиями, от их структуры и производственной мощности, кооперирования и организации производства.
Одним из прогрессивных методов организации работы является централизованное техническое обслуживание энергонасыщенных тракторов и с/х машин в районных сервисных предприятиях или центрах межхозяйственных предприятий на имеющейся или вновь создаваемой материально-технической базе.
1. ОБОСНОВАНИЕ АКТУАЛЬНОСТИ ТЕМЫ И РЕШАЕМЫХ ЗАДАЧ ПРОЕКТА
В следствии сложившегося в республике сложного материального положения предприятий агропромышленного комплекса целесообразно производить модернизацию устаревшего МТП при капитальном ремонте, что позволит сократить расходы необходимые на покупку новой машины, а продлить срок эксплуатации и усовершенствовать машину в соответствии с требованиями научно-технического прогресса путём модернизации при ремонте.
В данном курсовом проекте решается задача проектирования отделения по ремонту и модернизации коробок переменных передач тракторов МТЗ -80/82 в агрегатноремонтном цехе. Тем самым мы можем затронуть один из интересных направлений развития технического сервиса это развития рынка подержанных машин, очень перспективного для нашей республики. Суть её заключается в том, что экономически сильные и эффективные хозяйства могли бы реализовать имеющиеся у них подержанные машины другой, средней, группе хозяйств, которые, в свою очередь, будут продавать бывшую у ник в эксплуатации технику еще менее обеспеченным хозяйствам, а в следствии того, что техника будет модернизирована при ремонте, хозяйства получат обновлённую технику.
Модернизация коробок переменных передач заключается в усовершенствовании системы смазки КПП. В настоящее время в коробках переменных передач тракторов МТЗ – 80/82 используется смазка трущихся поверхностей (шестерёнчатого зацепления, синхронизаторов, подшипников) осуществляется путём использования энергии вращающихся деталей коробки. Масло разбрызгивается на трущиеся поверхности путём перевода его во взвешенное состояние вращающимися деталями коробки. Но данный способ снижает КПД коробки, необходимо большое количество масла на обеспечение работы системы смазки. При холостом ходе доля гидравлических потерь (потерь на перемешивание масла) составляет 80% общих потерь передачи, а при рабочем ходе (передачи момента), более 17%.
При рабочем режиме момент потерь при смазке окунанием превышает момент потерь при смазке поливанием на 20%. Как видно из этого, потери колеблются в широком диапазоне. Работает модернизированная система следующим образом: масло от гидроаккумулятора и воздух от воздушного баллона через дроссель-распределитель поступают в форсунки, где масло переводится во взвешенное состояние потоком воздуха и распыляется на трущиеся поверхности. Блок управления работой фиксирует включенные передачи посредством датчиков и управляет потоком масла через дроссель-распределитель. Масло в полном объёме поступает к поверхностям нуждающимся в обильной смазке (зубчатое зацепление при передаче момента, синхронизаторы при выключенном зацеплении, подшипники), а к поверхностям, где смазка нужна в меньшем объёме, дроссель-распределитель уменьшает подачу масла.
2. КОМПОНОВКА ПРОИЗВОДСТВЕННОГО ЗДАНИЯ РЕМОНТНОЙ МАСТЕРСКОЙ
2.1 Характеристика объекта ремонта
В проектируемом цехе будет производиться ремонт коробок переменных передач тракторов МТЗ 80/82. В основном производственном корпусе помещается оптимальное количество ремонтируемых агрегатов при производственной программе в 10000 тракторов.
В агрегатноремонтном цехе производится ремонт и модернизация следующих узлов трактора МТЗ – 80/82:
коробка передач (КП) механическая, ступенчатая с шестернями по-
стоянного зацепления, переключение переда
внутри диапазонов с помощью синхронизато-ров, переключение диапазонов зубчатыми
муфтами и синхронизаторами
задний мост с главной передачей - парой конических шес-терен с круговыми зубьями, дифференциалом, бортовыми передачами – парой цилиндрических шестерён и конечными передачами планетарного типа передний ведущий мост с планетарно-цилиндрическими конечными (ПВМ) передачами, главной передачей, с самоблоки-рующимся дифференциалом
В данных агрегатах поверхностями износа и дефектами будут являться посадочные места под подшипник, шлицы, шпоночные пазы, резьбовые соединения, в корпусных деталях так же будут присутствовать такие дефекты как трещины, обломы. Данные дефекты обуславливаются условиями работа агрегатов, частотами вращения валов и др.
2.2 Технологический процесс ремонта
На ремонт КПП может поступать как в сборе так и в разобранном состоянии, поступая из мастерской или ремонтного предприятия специализирующегося на ремонте других узлов колёсных тракторов типа МТЗ. Технологический процесс положенный в основу ремонта выбирается в зависимости от вида поступаемого объекта ремонта.
Структура технологического процесса ремонта КПП выглядит следующим образом:
1. приёмка в ремонт, наружная очистка и мойка машины;
2. техническое диагностирование;
3. разборка КПП;
4. мойка узлов и деталей;
5. ремонт деталей;
6. комплектовка ремонтируемых узлов и агрегатов;
7. сборка, модернизация, регулировка и обкатка отремонтированных узлов;
8. окраска отремонтируемых агрегатов и узлов.
С разборочно-моечного и контрольно-сортировочного участка годные корпусы КПП поступает в отделение по ремонту и модернизации КПП, негодные сдаются в утиль, а все остальные детали поступают для восстановления в сварочно-наплавочный участок и слесарно-механический. Корпус КПП в отделении по ремонту КПП проходит повторную дефектацию (для выявления более мелких трещин, и тд.), после чего производится его ремонт. Устранение отдельных дефектов корпуса может происходить как и в отделении (заварка трещин, восстановлени посадочных мест под подшипник установкой свёртных колец или дополнительной ремонтной детали, восстановление повреждённое резьбы путём установки спиральной вставки), так и на гальваническом участке (восстановление посадочных мест под подшипник железнением). Модернизация КПП производится деталями, произведёнными заранее. Малогабаритные отремонтированные или изготовленные детали ремонтных размеров поступают в комплектовку, а крупные — непосредственно на места сборки. Доукомплектовка узла производится за счёт отремонтированных деталей и новых запасных частей, поступающих со складов на участке комплектования и слесарной подгонки.
При ремонте, для получения пробега равного не менее 100% пробега нового изделия, необходимо проводить разборки КПП на все узлы. Диагностирование определите состояние каждого и направить соответственно на ремонт или на склад. В процессе контроля детали разделяют на годные к использованию без ремонта, требующие ремонта и негодные. Рекомендуется сортировать детали на пять групп, маркируя каждую группу соответствующей краской: годные – зелёной, годные только при сопряжении с новыми или отремонтированными до номинальных размеров деталями – жёлтой, подлежащие ремонту на данном предприятии – белой, подлежащие ремонту на специализированном предприятии – синей, негодные – красной.
Для очистки и мойки деталей, узлов и агрегатов используют следующие способы: выварку в стационарных ваннах, струйный, вибрационный, пневматический, химико – термический или электро – химический методы.
Контроль и дефектация деталей проводятся после очистки и мойки согласно техническим условиям с учётом назначения и условий работы каждой детали.
После ремонта необходимо соблюсти правило комплектовки отремонтированными деталями «родные» КПП, т.е. поставить те детали которые были сняты непосредственно с данной КПП, для лучшей работы в дальнейшем. После проведения ремонта необходимо произвести испытания КПП на специальных стендах и обкатать новые узлы, при этом его заливают всеми необходимыми смазочными материалами и производят окраску.
После установлении работоспособности КПП и соответствии всем необходимым требованиям, узел поступает на сборку трактора или на предприятие с которого он был получен.
2.3 Производственная структура ремонтного предприятия
В системе АПК страны разработана генеральная схема развития производства по восстановлению деталей в ее основу положено четыре основных звена.
Производство первого типа – это специализированные предприятия, оснащенные поточно-механизированными линиями и высокоточным технологическим специальным оборудованием. Здесь восстанавливают детали узкой номенклатуры, определяющие ресурс машин.
Производство второго типа – это цехи по восстановлению деталей /ЦВИД/ в составе ремонтных заводов по ремонту машин. Специализация ЦВИДов зависит от профиля ремонтных предприятий, где они создаются. Оснащаются ЦВИДы в основном специализированным технологическим оборудованием.
Производство третьего типа – это отделения и участки в составе ремонтных предприятий. Восстановление деталей осуществляется в основном для обеспечения ремонта техники на данном предприятии. Оснащаются эти производства универсальным технологическим оборудованием.
Производство четвертого типа – это участки и посты восстановления деталей в ремонтных мастерских РАПТ и хозяйств. Здесь восстанавливают в основном детали, не требующие точной механической обработки. Каждое ремонтно-обслуживающее предприятие включает в себя основное производство–производство товарной продукции и вспомогательное производство-производство средств необходимых для обеспечения функционирования основного производства.
При восстановлении работоспособности КПП тракторов МТЗ необходимо высокоточное технологическое специальное оборудование по ремонту деталей узкой номенклатуры, определяющих ресурс в дальнейшем. Поэтом в нашем случае используется производство первого типа.
В ремонтно-обслуживающем предприятии все операции непосредственно касающиеся восстановления работоспособности, являются составными частями основного производства. Например: мойка, окраска, наплавка и т.д. А операции по подводу электроэнергии, транспортированию ремонтного фонда, изготовлению приспособлений и т.д. относятся к вспомогательному процессу.
Производственная структура ремонтно-обслуживающего производства состоит обычно из цехов, участков и рабочих мест.
Рабочее место – производственная зона, оснащенная необходимыми орудиями и предметами труда, технологическим оборудованием и предметами труда, технологическим оборудованием и оснасткой в которой совершается трудовая деятельность работника.
Производственный участок группа рабочих мест, организованных по принципу: предметности, технологичности или предметно техничности.
Цех – это совокупность производственных участков.
При проектировании ремонтных предприятий сельского хозяйства состав предприятия устанавливается на основании примерного перечня производственных и вспомогательных цехов, отделений и участков, входящих в состав организационной структуры ремонтного предприятия.
Структура предприятия представляет собой сеть цехов и участков взаимосвязанных между собой одной цель – ремонтом деталей трансмиссии.
Основные производственные участки:
разборочно-моечный и контрольно-сортировочный;
участок сварочно-наплавочный;
участок слесарно-механический;
участок гальванический;
окрасочный участок;
участок ремонта и модернизации КПП;
участок сборки и обкатки КПП;
кузнечно-термический участок;
сборочный участок;
Вспомогательные службы:
заточный участок;
краскоприготовительный участок;
помещение вентустановки;
тепловой пункт;
участок ремонта собственного оборудования и инструмента;
кладовая химикатов;
комплектовочная кладовая;
кладовая ДОР;
компрессорная;
помещение обогрева.
2.4 Режим работы и годовые фонды рабочего времени
Режим работы предприятия характеризуется количеством рабочих дней в году, количеством смен работы в сутки и продолжительностью рабочей смены в часах.
Количество рабочих дней в году для разрабатываемого проекта определяется согласно формуле(2.103), ([3], стр.163):
Nрд = 365- Nвд- Nпр,
где Nвд - количество выходных дней в году;
Nпр - количество праздничных дней в году, не совпадающих с
Выходными.
Согласно данным количество праздничных дней равно-9, выходных-104. т.е. получим:
Nрд= 365-104-9 = 252 дня.
Сменность работы участков устанавливается с учетом необходимости обеспечения непрерывности производственного процесса, а также исходя из экономической целесообразности полного использования технологического оборудования. На производстве такого высокого уровня принимаем двухсменный режим.
А теперь рассчитаем годовые фонды времени рабочего, рабочего места и оборудования для проектируемого отделения.
При пятидневной рабочей неделе номинальный фонд времени рабочего за год составит согласно формуле (2.104),([3], стр.165):
Фнр=(365- Nвд- Nпр)*tсм-nпп*tkск,
где tсм - продолжительность смены (согласно принятому, равна 8ч);
tск - время, на которое сокращается рабочая смена (tkск=1ч);
Фнр=(365-104-9)*8-9*1 = 2007 часов.
Действительный фонд рабочего времени определяем по формуле(2.106), ([3], стр.165):
Фдр=[(365- Nвд- Nпр-d0) *tсм-nпп*tkск]*np,
где d0 - число дней отпуска;
np - коэффициент учитывающий потери времени по уважительным причинам (np=0,97);
Число дней отпуска составляет 24 дня согласно Трудового кодекса.
Фдр=[(365-104-9-24)*8-9*1]*0,97 = 1761 час.
Годовые фонды времени оборудования различают номинальные и действительные. Номинальный годовой фонд времени оборудования характеризует годовой баланс времени его работы без учета потерь. Величину годового номинального фонда времени оборудования Фон рассчитывают по формуле(2.109), ([3], стр.167):
Фон= Фнр*С,
где Фнр - номинальный годовой фонд рабочего;
С - число рабочих смен;
Фно=2007*2 = 4014 час.
Действительный годовой фонд времени оборудования определяют по формуле (2.110), ([3], стр.167):
Фдо= Фнр*С*n0,
где Фнр - номинальный годовой фонд рабочего;
С - число рабочих смен;
n0 - коэффициент учитывающий потери времени на ремонт оборудования (n0=0,93 при односменной работе).
Фдо= 4014*2*0,93 = 7466 час.
Результаты расчетов приводим в таблице 1.1.
Таблица 1.1. Годовые фонды рабочего времени рабочего и оборудования.
| Показатели | Коэффициент потерь |
Фн,ч |
Фд,ч |
|
Годовой фонд рабочего Годовой фонд оборудования |
0,97 0,93 |
2007 4014 |
1761 7466 |
2.5 Обоснование трудоёмкости ремонта изделия и годового объёма работ предприятия
На проектируемом предприятии производится ремонт следующих узлов и агрегатов:
· Коробка передач МТЗ-80/82 – 10000 шт.
· Передний мост трактора МТЗ-80/82 – 10000 шт.
· Задний мост трактора МТЗ-80/82 – 10000 шт.
Рассчитываем трудоёмкость ремонта для каждого агрегата по формуле
Тр.п.=Тр.д.*Кп.р.*Ксер.*Кпер
1. Коробка передач Тр.п.=8,6*1*0,7*0,75=4,5 чел-ч.
2. Передний мост Тр.п.=19,1*1*0,7*0,75=10,6 чел-ч.
3. Задний мост Тр.п.=16,5*1*0,7*0,75=8,6 чел-ч.
Сводные данные о трудоёмкости на одно изделие по видам работ в таблице 2, работ на выполнение годовой производственной программы по отделениям приведены в таблице 3.
Таблица 2. Распределение трудоёмкости по видам работ
|
N П/П |
Наименование ремонтируемых агрегатов |
Трудоёмкость на изделия по видам работ в человеко – часах | Всего по изделию | |||||||||||||
| доставка и мойка | разборка | сборка | дефектовка | комплектовка | станочные | слесарные | электро и газосварочные | кузнечно-термические | гальвонические | ремонт полимерными материалами | окрасочные | обкатка и испытания | консервация и упаковка | |||
| 1 | Коробка передач | 0,72 | 0,76 | 1,06 | 0,14 | 0,11 | 0,96 | 0,51 | 0,18 | 0,05 | 0,07 | 0,07 | 0,19 | - | - | 4,82 |
| 2 | Передний мост | 0,72 | 1,61 | 5,25 | 0,31 | 0,2 | 2,85 | 0,19 | 0,67 | 0,25 | 0,04 | 0,2 | 0,26 | 0,36 | 0,09 | 13,0 |
| 3 | Задний мост | 1,23 | 1,48 | 2,39 | 0,67 | 0,52 | 2,46 | 1,22 | 0,42 | 0,28 | 0,16 | 0,07 | 0,39 | 0,67 | 0,13 | 12,1 |
Таблица 3. Распределение трудоёмкости по отделениям
|
№ п/п |
Наименование отделения | Трудоёмкость работ в человеко-часах на годовую программу | ||
|
На основную программу |
На собственные нужды |
Всего | ||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Разборо-сборочное отделение | 25400 | - | 25400 |
| 2 | Отделение ремонта и изготовления деталей | 20300 | 1870 | 22170 |
| 3 | Участок ремонта собственного оборудования и инструмента | - | 39835 | 39835 |
| Итого | 45700 | 41705 | 87405 | |
2.6 Расчёт производственных и вспомогательных площадей.
Площадь ремонтного предприятия подразделяется на:
-производственную;
-вспомогательную;
-складскую;
-бытовую;
-административно-конторскую.
Производственная площадь занимает участки, непосредственно предназначенные для осуществления технического процесса.
На производственных площадях размещают: производственное оборудование -станки, установки; наземное транспортное оборудование--рольчанги, конвееры; рабочие места ручного труда–верстаки, проверочные плиты и т.д.; рабочие тумбочки для инструментов, заготовок, деталей и т.д.
На вспомогательных площадях расположены: энергоузлы, заправочные, инструментально-раздаточные кладовые, вентиляционные, вентиляционные камеры, проезды.
На складских площадях размещают общепроизводственные склады запасных частей и материалов, топлива, утиля, ремонтного фонда.
К бытовым площадям относятся площади помещений, предназначенные для обслуживания санитарно-гигиенических и культурно-бытовых площадей.
К административно-конторским площадям относят площади, занятые конторскими службами и кабинетами административных лиц.
Производственную площадь рассчитывают по удельной площади на единицу ремонта.
Sпр = Nур*Sуд
где Nур –программа предприятия в условных ремонтах;
Sуд –удельная площадь на ремонт (типовой проект).
Расчеты сводим в таблицу 4.
Таблица 4.
|
№ п/п |
Наименование отделений, участков и служб |
Площадь, м2 |
| 1 | 2 | 3 |
| 1 | Разборочно-сборочное отделение | 3774 |
| В том числе: | ||
| 1.1 | Помещение обогрева | 108 |
| 1.2 | Разборочный и дефектовочный участок | 1260 |
| 1.3 | Слесарно-механический участок | 1080 |
| 1.4 | Кладовая ДОР | 432 |
| 1.5 | Комплектовочная кладовая | 336 |
| 1.6 | Участок сборки КПП | 270 |
| 1.7 | Покрасочный участок | 72 |
| 1.8 | Отделение по ремонту и модернизации КПП | 216 |
| 2 | Отделение ремонта и изготовления деталей | 864 |
| В том числе: | ||
| 2.1 | Кузнечно-термический и сварочный участок | 432 |
| 2.2 | Гальванический участок | 378 |
| 2.3 | Заточной участок | 54 |
| 3 | Участок ремонта собственного оборудования | 378 |
| 4 | Складское хозяйство | 612 |
| В том числе: | ||
| 4.1 | Склад материалов, запчастей и ЦИС | 540 |
| 4.2 | Кладовая химикатов | 72 |
| 5 | Компрессорная | 54 |
| 6 | Зарядная электрокар | 12 |
| 7 | Прочие службы (санузлы, помещения для вентустановок, помещения для устройств пожаротушения КТП и пр.) | 642 |
| Всего по производственному корпусу | 6336 |
2.7 Обоснование принятого варианта компоновочного плана
Компоновочным планом определяется рациональное размещение производственных и вспомогательных участков в здании ремонтно-обслуживающего предприятия.
При разработке компоновочного плана во внимание принимались типовые проекты мастерских общего назначения[4]. Они приняты за аналоги проектируемой мастерской общего назначения, так как по производственной программе являются ближайшими.
Из типовых проектов следует, что все производственные, вспомогательные подразделения и помещения целесообразно размещать в одном производственном корпусе. Это сокращает расходы на строительство. Все элементы здания в общем соответствует действующим нормам строительного проектирования в частности:
- ширина пролётов 12 метров;
- высота пролёта до низа несущих конструкций мастерской 6,0 метров;
- общая длина пролёта кратно шагу колонн;
- шаг колонн 6 метров;
- и другие положения компоновочных планов.
Исходя из размеров общей площади корпуса и величины выбранной сетки ![]()
![]() метров, наносим контур
производственного здания, оконные проёмы, главные проезда и проходы. В пролётах
корпуса размещаются производственный и вспомогательные участки, складские,
бытовые помещения. Производственные участки располагаются в порядке,
предусмотренным технологическим процессом ремонта. Административно-бытовые
помещения расположены в административно-бытовом здании.
метров, наносим контур
производственного здания, оконные проёмы, главные проезда и проходы. В пролётах
корпуса размещаются производственный и вспомогательные участки, складские,
бытовые помещения. Производственные участки располагаются в порядке,
предусмотренным технологическим процессом ремонта. Административно-бытовые
помещения расположены в административно-бытовом здании.
В здании взаимно перпендикулярного проезда нет, так как при тупиковой схеме производственного потока мастерские общего назначения строятся только с одним сквозным проездом.
В зданиях данного типа стараются применить естественное освещение или комбинированное, в целях экономии энергии.
2.8 Разработка графика грузовых потоков
Схема производственного потока – это форма маршрута следования (перемещения) основного узла (базовой детали) ремонтируемого объекта. Она выбирается при компоновке производственного корпуса в зависимости от назначения ремонтного предприятия и величины производственной программы.
Для проектируемого цеха применяем схему прямого тупикового потока, т.к. он наиболее прост и удобен для районных предприятий технического сервиса. Схема прямого производственного потока показана на рис. 2.8.1.
Ремонтируемое шасси поступает на ремонтно-монтажный участок, где он разбирается на узлы, агрегаты, которые далее следуют на разборочно – моечный и дефектовочный участок. Там они моются, разбираются и делятся по своему состоянию на годные, требующие ремонта и утиль. Узлы и агрегаты, нуждающиеся в ремонте поступают на соответствующие участки. После ремонта все узлы и агрегаты собираются на место. Шасси трактора МТЗ проходит диагностирование и покидает мастерскую.
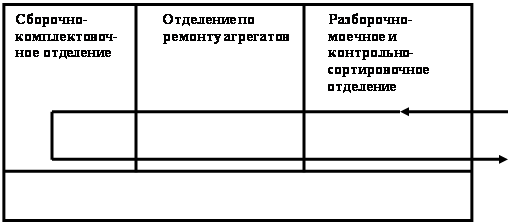
Рис. 2.8.1. Схема прямого производственного потока.
2.9Выбор подъемно-транспортных средств
Внутрицеховой транспорт предназначен для подъема и перемещения всех грузов производственного процесса ремонтного предприятия как в пределах отдельного подразделения так и между ними.
В качестве подъемно-транспортных средств применяются кран балки с электротельферами, подъемники и др. Тип и число единиц подъемно-транспортного оборудования принимаем исходя из поста работы подобных предприятий или по типовым проектам.
По аналогии с типовым проектом над сквозным проездом в отделении ремонта машин имеются кран-балки с грузоподъёмностью 3,6 тонн, обслуживающая пролёт шириной 14 м. и с шириной пролёта 12 м.
В качестве транспортных средств используются тележки для перевозки узлов, агрегатов тракторов, электрокары.
3. ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВЕННОГО ОТДЕЛЕНИЯ
3.1 Назначение
Отделение по ремонту и модернизации КПП предназначено для ремонта коробок переменных передач тракторов МТЗ, их модернизации.
3.2 Обоснование технологического процесса
В курсовом проекте по технологии ремонтно-обслуживающего производства изложено обоснование принятого технологического процесса. Разработанный технологический процесс позволяет выполнить работы по ремонту и модернизации коробок переменных передач трактора МТЗ – 80/82.
3.3 Производственная программа и годовой объем работ
Качество и себестоимость восстановления деталей в значительной мере зависят от способа их восстановления, но и от годовой программы предприятия [5]. При оптимально выбранной программе улучшается использование оборудования, повышается производительность труда, снижается себестоимость восстановления деталей.
Годовая производственная программа рассчитана для парка тракторов МТЗ – 80/82 в 10000 единиц.
Годовой объем работ рассчитывается по формуле:
Т=П*tц/3600, [3.1]
где П- производственная программа, шт.
tц- время цикла, сек.
Годовой объем работ в отделении длиться на работы непосредственно связанные с восстановлением, т.е. основные работы и вспомогательные.
Таблица 5. Распределение трудоёмкости по отделениям
|
№ п/п |
Наименование отделения | Трудоёмкость работ в человеко-часах на годовую программу | ||
|
На основную программу |
На собственные нужды |
Всего | ||
| 1 | 2 | 3 | 4 | 5 |
| 1 | Разборо-сборочное отделение | 25400 | - | 25400 |
| 2 | Отделение ремонта и изготовления деталей | 20300 | 1870 | 22170 |
| 3 | Участок ремонта собственного оборудования и инструмента | - | 39835 | 39835 |
| Итого | 45700 | 41705 | 87405 | |
3.4 Расчет количества рабочих
Определение числа рабочих ведется расчетным путем в зависимости от объема работ.
В зависимости от выполняемых работ все работающие на предприятии подразделяются на следующие группы: производственные рабочие, младший обслуживающий персонал, счётно – конторский персонал, инженерно – технические работники.
При расчете числа рабочих различают списочный и явочный составы[5].
Списочные составы определяют по формуле
Рсп=Т/Фдр*К, [3.2]
где Фдр- действительный фонд рабочего времени, 1820ч.
К- планируемый коэффициент перевыполнения норм выработки, К=1…1,15 (30).
Явочное число рабочих определяют по формуле:
Ря=Т/Фн*к, [3.3]
где Фн- нормальный фонд рабочего времени, ч.
Количество станочников, кузнецов, сварщиков принимаем по числу рабочих мест с учётом сложности работ и возможности обслуживания одним рабочим нескольких единиц оборудования. При недогрузке рабочего выше 5% рекомендуется совмещение профессий.
Число вспомогательных рабочих принимаем в размере 10% от числа основных производственных рабочих. Число инженерно – технических работников (ИТР) служащих и младшего обслуживающего персонала (МОП) принимаем соответственно 10%, 2% и 2%.
Штаты проектируемого предприятия по категориям работающих и по отделениям приведены в таблице 6.
Таблица 6
| п\п |
Наименование отделений и служб |
Количество работающих | |||||||
| Рабочие | ИТР | СКП | МОП | ПСО | Всего | ||||
|
Поизводст веные |
Вспомо гатель ные |
Итого | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 |
Разборо-сборочное отделение |
186 | 40 | 226 | 17 | 8 | 3 | - | 254 |
| 2 |
Отделение ремонта и изготовления деталей |
109 | 15 | 124 | 8 | 3 | 2 | - | 137 |
| 3 |
Участок ремонта собвен- ного оборудован и инстр. |
- | 26 | 26 | 2 | 1 | - | - | 29 |
| 4 | Складское хозяйство | - | 9 | 9 | - | 3 | - | - | 12 |
| 5 | Зарядная электрокар | - | 4 | 4 | - | - | - | - | 4 |
| 6 | Компрессорная | - | 2 | 2 | - | - | - | - | 2 |
| 7 | Лаборатории | - | 1 | 1 | 3 | - | - | - | 4 |
| 8 | Заводоуправление | - | - | - | 13 | 10 | 1 | 7 | 31 |
| 9 | Дополн. обслуживающий персонал | - | 16 | 16 | - | - | - | - | 16 |
| 10 | Всего | 295 | 113 | 408 | 43 | 25 | 6 | 7 | 489 |
3.5 Расчет количества и подбор оборудования
Количество оборудования в зависимости от его назначения рассчитывают по трудоёмкости работ и производительности оборудования, по длительности производственного процесса и годовому фонду рабочего времени оборудования.
При детальном расчёте количества станков и оборудования рассчитывают по отдельным типам, маркам и моделям. Для таких расчётов необходимо иметь технологические карты по всем видам ремонтных работ. Укрупнённым расчётом определяется общее количество оборудования по отдельным группам – металлорежущее оборудование, деревообделочное и т.д. в дальнейшем, пользуясь отчётно – статическими данными однотипных производств, станки каждой группы распределяют по типам и моделям.
Количество единиц оборудования исходя из трудоёмкости работ рассчитывают по формуле (2.122)[3],
nоб = To / Фо.д.*С*hи
где То – трудоёмкость работ, выполненных на оборудовании данного вида, чел-ч; Фо.д. – действительный годовой фонд времени оборудования при работе в одну смену, ч.; С – коэффициент сменности; hи - коэффициент использования оборудования по времени (учитывает неплановые перерывы в работе оборудования).
Для расчёта оборудования по объёмам выполняемых работ пользуются формулой (2.123) [3],
nоб = Wор / gпр*Фо.д.*hз*hи
где Wор – объёмы работ, выполняемые данным видом оборудования, кг, т, шт, и т.д.; gпр - часовая производительность одной единицы оборудования, кг, т, шт, и т.д.; hз - коэффициент, учитывающий полноту загрузки оборудования.
Методика расчёта количества оборудования, имеющего специальное назначение, приводится при описании соответствующих цехов.
Сводные данные о количестве вспомогательных служб приведены в таблице 7.
Таблица 7
| № | Наименование |
Принятое Количество, шт. |
Коэффициент загрузки |
| 1 | 2 | 3 | 4 |
| 1 | Машина для наружной мойки агрегатов | 1 | 0,73 |
| 2 | Сушильная камера для сушки деталей после грунтовки | 2 | 0,9 |
| 3 | Машина для мойки деталей ОМ 4267 | 1 | 0,73 |
| 4 | Сушильная камера для сушки агрегатов посл окраски | 1 | 0,91 |
| 5 | Металлорежущие станки: | ||
| а) токарные | 25 | 0,81 | |
| б) сверлильные | 4 | 0,83 | |
| в) расточные | 2 | 0,56 | |
| г) шлифовальные | 4 | 0,62 | |
| д) строгальные | 4 | 0,6 | |
| е) фрезерные | 4 | 0,9 | |
| 6 | Стенд для обкатки заднего моста | 2 | 0,94 |
| 7 | Стенд для обкатки переднего ведущего моста | 1 | 0,87 |
| 8 | Стенд для обкатки трансмиссии | 2 | 0,72 |
| 9 | Стенд для сборки передней оси | 4 | 0,74 |
| 10 | Посты сборки заднего моста на конвейере | 6 | 0,68 |
| 11 | Посты сборки переднего ведущего моста на конвейере | 4 | 0,68 |
| 12 | Посты сборки трансмиссии на конвейере | 5 | 0,73 |
| 13 | Посты разборки заднего моста на конвейере | 5 | 0,56 |
3.6 Расчет количества рабочих мест
Число рабочих мест, их специализацию предусматривают в соответствии с принятым в отделении технологическим процессом ремонта.
При проектировании производственных участков стремятся к получению минимального числа рабочих мест, что достигается увеличением плотности работ. При этом необходимо учитывать возможность и удобство выполнения работ несколькими рабочими [5].
Количество рабочих мест рассчитывается по формуле
Nрм=Т/Фд.р.м., [3.5]
Где Т- трудоемкость ремонтных работ по данному участку ,ч.,
Фд.р.м- годовой действительный фонд времени рабочего места, ч.
Результаты расчета количества рабочих мест сопоставляем с требованиями технологического процесса и при необходимости производим соответствующую корректировку в сторону увеличения до целого числа.
Количество рабочих мест на слесарно – механическом участке по восстановлению конечных осей заднего моста тракторов МТЗ равно 221 человек.
3.7 Технологическая планировка
Планировка участка представляет собой план расположения производственного, подъёмно – транспортного и другого оборудования, рабочих мест, санитарно технических и энергетических сетей, проездов, проходов и т.п.
Основной принцип планировки оборудования – прямоточность движения агрегатов и деталей при ремонте (разборке, сборке, восстановлении) и установлении минимальных расстояний между оборудованием, а также оборудованием и элементами зданий согласно нормам технологического проектирования.
При расстановке оборудования, рабочих мест и коммуникаций необходимо соблюдать ряд требований:
- оборудование располагают в порядке последовательности выполнения технологических операций: разборки, мойки, дефектовки и комплектации;
- проходы, проезды и расположение оборудования должны позволять проводить монтаж, демонтаж и ремонт оборудования;
- подъёмно–транспортные средства должны быть увязаны с технологическим процессом и расположением оборудования для достижения кратчайшего пути перемещения грузов без прерываний и помех на проходах.
3.8 Расчет потребности в энергоресурсах
Для расчета среднегодового расхода силовой электроэнергии необходимо по ведомости установленного оборудования определить мощность электроприемников, затем с учетом коэффициента спроса для каждой определенной группы электроприемников определяем активную мощность
Ра= Руст*nс, [3.6]
где nс- коэффициент спроса, учитывающий недозагрузку и неодновремен-
ность работы электроприемников, 0,7[5].
Руст- суммарная условная мощность потребителей ,кВт.
Станки и станочное оборудование
Ра = 190*0,7= 133 кВт
Годовой расход силовой электроэнергии
Wг.с = Ра*Фд*nз, [3.7]
где nз- коэффициент загрузки оборудования по времени, 0,75.
Wг.с= 133*1761*0,75 = 175660 кВт*ч.
Общий расход осветительной электроэнергии равен
Wг.осв = Тосв.*F*S0/100, [3.8]
где Тосв- годовое число часов использования максимальной осветительн-
ой нагрузки,
F- площадь участка, кв.м.
S0- удельная мощность осветительной нангрузки.
Wг.осв=800*216*15 = 2592 кВт.
3.9 Мероприятия по обеспечению охраны труда, строительные и противопожарные требования
Производственные складские и вспомогательные помещения должны удовлетворять требованиям СНиП и санитарным нормам проектирования промышленных предприятий[8,9,10].
Участок технических обслуживаний обеспечивают соответствующими инструкциями, плакатами и надписями, излагающими правила безопасности работы на данном участке и предупреждающие несчастные случаи.
Все рабочие должны иметь спецодежду и необходимые защитные приспособления: при обслуживании электрооборудования—резиновые галоши и перчатки; при выполнении кузнечных работ—защитные очки, фартук и рукавицы; при электросварочных работах—защитные щитки, очки, резиновые коврики и брезентовые рукавицы.
Техническое обслуживание проводят при неработающих двигателях. Исключением является операции, связанные с проверкой, ослушиванием и регулировкой двигателя.
При выполнении операций по техническому обслуживанию, требующих работы двигателя машины, выхлопная труба машины должна быть присоединена к вытяжным средствам, а при их отсутствии приняты меры по удалению из помещений отработавших газов.
При работах, связанных с проворачиванием коленчатого вала и карданного валов, необходимо дополнительно проверить выключение зажигания, подачу топлив, поставить рычаг переключения передачи в нейтральное положение, освободить рычаг ручного тормоза. После выполнения необходимых работ следует затянуть ручной тормоз и вновь включить низшую передачу.
Для подъема отдельных частей и узлов применяют домкраты и тали. Запрещается работать под поднятыми частями машины, если под ними не установлены надежные подставки.
Инструменты, приспособления, съемники, применяемые при техническом обслуживании и ремонте, должны быть исправны. Запрещается: вкладывать прокладки между зевом ключа и гранями гаек; при отвертывании или завертывании гаек применять удлиняющие рычаги, пользоваться зубилом и молотком; надевать передаточные ремни или цепи на вращающиеся шкивы и звездочки.
Снятие, транспортировку, установку узлов и агрегатов массой более 20 кг следует производить при помощи подъемнотранспортных механизмов
Тракторы буксируют только жесткими буксирами.
Установленный над смотровой канавой трактор необходимо затормозить, подложить под колеса тормозные башмаки.
При работе с электроинструментом необходимо убедиться в том, что он заземлен, на руки надеть диэлектрические перчатки, а под ноги диэлектрический коврик.
При замене колес под кожухи осей нужно устанавливать подставки. Оставлять поднятые машины на домкрате или крюке кран-балки запрещается.
При определении уровня и плотности электролита в аккумуляторе нельзя относить ареометр от отверстий в банках во избежание попадания электролита на руки и одежду.
На рабочих местах запрещается применение открытого огня и курения.
Помещения, в которых по условиям производства выделяют пыль, пары газа, и др. их изолируют.
В осмотровых канавах устанавливают направляющие для колес, а также предусматривают с двух сторон выходы .
Помещения оборудуют центральным отоплением и вентиляцией для создания равномерной температуры воздушной среды. Средняя температура воздуха в производственных помещениях должна составлять 150С, административно-бытовых помещениях 18..200С.
На станциях технического обслуживания тракторов оборудуют противопожарные щиты в соответствии с инструкцией пожарной инспекции. На рабочих предусматривают наличие простейших средств тушения огня. Для курения отводят специально оборудованные места. На рабочих местах предусматривают металлические ящики с плотными крышками для ветоши и других материалов, смоченных нефтепродуктами.
Тара из под легковоспламеняющихся жидкостей и нитрокрасок плотно закрывается крышками или пробками и хранятся в отдельном помещении.
Для открывания бочек с легковоспламеняющимися горючими материалами, а также барабанов с карбидом кальция администрация обязана обеспечить рабочих соответствующим безопасным безыскровым инструментом и приспособлениями.
Неисправности в электросетях и электроаппаратуре, которые могут вызвать искрение, короткое замыкание, сверхдопустимый нагрев изоляции кабеля или провода, следует немедленно устранить дежурному электрику. Неисправная электросеть отключается до приведения ее в пожаробезопасное состояние.
При устройстве дымоходов следят, чтобы горячие газы не создавали опасности загорания примыкающих к ним перекрытий.
Необходимо также защищать здания и сооружения от ударов молнии. Для этого здания и сооружения необходимо защищать стержневыми громоотводами.
3.10 Проектирование элементов производственной эстетики
Производственная эстетика предусматривает выразительность и гармонию с окружающими объектами производства, внешнего и внутреннего облика зданий, сооружений, резервуаров, трубопроводов и другой оснастки.
Решающий фактор в эстетической выразительности и гармонии объектов производства—использование цвета. Разработаны оптимальные системы цветового формирования объектов для ремонтных предприятий. Правильное цветовое оформление повышает эффективность зрительного восприятия, уменьшения утомляемости, обострит реакцию на возможную опасность, снижает травматизм.
Внедрение производственной эстетики на ремонтных предприятиях - один из важнейших резервов повышения производительности и улучшения условий труда, уменьшения травматизма и профессиональных заболеваний, а также снижения текучести кадров.
Для визуальной организации производственной среды отдельные отрасли промышленности и фирмы разрабатывают и принимают определённую цветовую гамму, которую и используют для внедрения производственной эстетики.
Для предприятий АПК принят фирменный цвет – коралловая эмаль МЛ – 12 – 95 и восемь вспомогательных цветов: бежевый –991, жёлтый – 230, фисташковый – 939, светло-серый – 894, белый – 803, голубой – 423, красный – 9 и чёрный – 837. число указывает номер эталона цвета, соответствующего эталону картотеки цветов лакокрасочных материалов.
Фирменный и вспомогательные цвета необходимо точно выдерживать. В цветовом решении производственных комплектов принятые цвета имеют определённое назначение. Коралловый фирменный цвет применяют в информационных системах – бланках, деловой документации, при оформлении транспорта обслуживания, рекламы и полиграфической продукции.
Цветовую окраску отдельных элементов строительных конструкций выполняют по их значимости. Каркас окрашивают в более темный или более светлый тон. Повторяющиеся одноименные элементы окрашивают в одинаковый цвет. Габариты проемов, входов, выходов и проездов обозначают, используя желтый и черный цвета. Эвакуационные выходы окрашивают в выделяющиеся цвета, но гармонирующие с общим колоритом помещения. Обычно цветовое оформление производственных помещений выполняют по специально разработанному проекту, который включает в себя окраску элементов зданий и оборудования, функциональную окраску, оформление цеховой графики и входит в комплекс мероприятий производственной эстетики, направленных на создание оптимальных условий труда.
Стенки окрашивают в один основной цвет или в два близких по насыщенности, то есть верхнюю часть в более светлый тон, а нижнюю в более темный, панели управления выделяют особым цветом. Обычно основные поверхности оборудования окрашивают в благоприятные для глаз цвета—сине-зеленые, зеленые и др. Противопожарное оборудование окрашивают в красный и размещают их на белом фоне.
Желтый цвет используют в качестве сигнала к осторожным действиям. Зеленый цвет применяется для обозначения безопасности зон безопасности. Красный цвет на ряду с желтым применяют для окраски внутрицехового транспорта, подъемно-транспортного оборудования.
При окраске оборудования рекомендуется выделять цветом движущиеся узлы. Правильность цветового оформления повышает эффективность зрительного восприятия, снижает утомляемость, обостряет реакцию на возможную опасность, снижает травматизм и делает труд приятным.
4. ПРОЕКТИРОВАНИЕ ГЕНЕРАЛЬНОГО ПЛАНА РЕМОНТНОГО ПРЕДПРИЯТИЯ
4.1 Обоснование состава помещений и сооружений
Генеральным планом называют план расположения на участке застройки всех зданий ремонтного предприятия, сооружений и устройств: складских, энергетических площадок, транспортных путей, инженерно- и санитарно-технических устройств, зеленых насаждений и ограждений с указанием горизонтальных и вертикальных отметок проектируемых объектов. При разработке генерального плана прежде всего выявляется полный перечень зданий и сооружений, предназначенных для размещения на отведенной площадке.
При проектировании РОП предусматривается строительство: основного производственного корпуса, административного корпуса, очистных сооружений, склада готовой продукции, площадки ля отдыха, стоянки индивидуального транспорта, стоянки транспорта заказчика и других объектов. Кроме того, на площадке застройки наносятся подъездные пути и пути транспортирования грузов на территории предприятия, водопровод, отопление, канализация, сооружения для очистки сточных вод и выбросов в атмосферу и другие устройства. Обязательно предусматривается площадка или несколько для стоянки автомобилей и других транспортных средств.
Генеральный план включает и благоустройство территории предприятия: площадки отдыха, спортивные площадки, тротуары, озеленение и т. п.
4.2 Расчет площадей складских помещений
В соответствии с ГОСТ 7751-85 “Техника, используемая в сельском хозяйстве. Правила хранения машины могут храниться в закрытых помещениях и под навесами, а также на открытых площадках. Хранение на открытых площадках осуществляется комбинированным способом, при котором машина хранится но открытой площадке, а снятые составные части – на складе. Для условий Республики Беларусь целесообразно предусматривать хранение простых в помещениях закрытого типа.
Состав, характеристика и площади складов приведены в таблице 9.
Таблица 9.
|
№ п/п |
Наименование складов |
Тип склада, размещение |
Площадь, М2 |
| 1 | 2 | 3 | 4 |
| 1 | Склад материалов запасных частей и ЦИС | Закрытый, в производствен. Корпусе | 540 |
| 2 | Склад готовой продукции | Закрытый, отдельное здание | 1584 |
| 3 | Кладовая химикатов | Закрытый, в производствен. Корпусе | 72 |
| 4 | Склад лакокрасок | Закрытый, в производствен. Корпусе | 18 |
| 5 | Склад ДОР | Закрытый, в производствен. Корпусе | 432 |
В сумме все площади производственного и складского назначения составляют 2646 м2. Теперь в зависимости от этой площади рассчитаем площади озеленения и площади, занятые рельсовыми и безрельсовыми дорогами.
На дороги отводится 20% от всей площади, на озеленение – 15%. Тогда
SОЗ = 0,15 × 2646 = 397 м2; (4.2.3)
SД = 0,2 ×2646 = 530 м2. (4.2.4)
4.3 Составление схемы генерального плана
При проектировании разрабатывают несколько схем генерального плана и выбирают вариант, наиболее рациональный в техническом и экономическом отношении. При этом необходимо:
- соблюдать технологическую взаимосвязь между зданиями и сооружениями;
- обеспечивать удобный выезд техники с территории секторов по строго установленным маршрутам движения;
- размещать сектор межсменной стоянки машин в непосредственной близости от центрального выезда с тем, чтобы свести к минимуму переезды машин по территории технологических секторов;
- учитывать направление господствующих ветров для обеспечения за-щиты находящихся на хранении машин от полевых бурь и снежных заносов;
- располагать открытые площадки на незатапливаемых местах с обяза-тельным устройством водоотводных каналов по периметру.
Схема генерального плана РАПТ вычерчивается на чертеже в масштабе 1:500, 1:1000, 1:2000. Роза ветров помещается в левом верхнем углу листа. Объекты генерального плана вычерчиваются в принятых условных обозначениях и нумеруются.
С правой части листа помещаются: экспликация зданий, сооружений и площадок, технико-экономические показатели генерального плана, условные обозначения (согласно ГОСТ 21.109-78).
4.4 Расчет ТЭП генерального плана
Для качественной оценки разработанного проекта генерального плана
определяем его технико-экономические показатели:
-
коэффициент плотности застройки КЗ = ![]() ; (4.4.1)
; (4.4.1)
- коэффициент использования территории КИСП
= ![]() ; (4.4.2)
; (4.4.2)
- коэффициент
озеленения КОЗ = ![]() , (4.4.3)
, (4.4.3)
где : SЗ, SИСП, SОЗ - соответственно площадь застройки, использования
и озеленения, м2,
5. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ПРОЕКТИРУЕМОГО РОП
Произведем расчет себестоимости условного ремонта и удельные технико-экономические показатели (производительность труда, напряженность использования производственной площади, энерговооруженность труда и др.).
Себестоимость ремонта машин и оборудования включает в себя следу-ющие элементы затрат:
СР = ЗП + М + ЗКООП + ПОЗ + ЗОУ; (5.1)
где : ЗП – затраты на оплату труда с отчислениями на социальное страхование, пенсионный фонд и фонд занятости, руб.;
М – материальные затраты, которые включают стоимость запасных частей, стоимость ремонтных материалов, затраты на шины и гусеницы, руб.;
ЗКООП – затраты на приобретение агрегатов и узлов по кооперации, руб.;
ПОЗ – прочие основные затраты, руб.;
ЗОУ – затраты по организации производства и управлению, включающие: оплату труда административно-управленческого аппарата с отчислениями в фонд социального страxования; затраты на охрану труда и технику безопасности; амортизацию основных средств; текущий ремонт основных средств; стоимость электроэнергии, затраты на отопление; страховые платежи, прочие расxоды.
Затраты на оплату труда производственных рабочих с отчислениями определяются по формуле
ЗП = ЗО + ЗС + ЗПР, (5.2)
где : 3О – основная заработная плата, руб.;
3С – отчисления от основной заработной платы на социальное страхование и другие;
3ПР – сумма премиальных за качественные показатели в работе, руб.
ЗО = СЧ.СР *ТГ ЦРМ, (5.3)
где : СЧ.СР – средняя тарифная ставка, руб./ч;
ТГ ЦРМ – годовая трудоемкость ЦРМ, ч.
Таблица 8.Технико-экономические показатели.
| Показатели | ед. изм. | коллич. |
| Годовая программа | шт. | 10000 |
| Производственная площадь |
М2 |
7128 |
| Трудоёмкость одного ремонта | чел-ч | 23,5 |
| Количество оборудования | шт. | 271 |
| Количество рабочих | чел | 489 |
| Площадь на один ремонт |
М2/шт |
0,71 |
| Расход силовой электроэнергии | кВт | 133 |
6.
7. ВЫВОДЫ И ЗАКЛЮЧЕНИЕ
1. Основываясь на заданном годовом объеме тракторов я изучил производственную структуру агрегатноремонтного цеха, рассчитал режимы работ и годовые фонды рабочего времени, произвел расчет производственных и вспомогательных площадей. На основании изученного материала и рассчитанных данных произвел компоновку производственного здания цеха, которая позволяет ремонтировать технику с наименьшими затратами на передвижение объектов ремонта. Наличие подобранных участков мастерской позволяет ремонтировать широкую номенклатуру деталей и узлов.
2. В другой части задания был спроектирован участок ремонта и модернизации КПП тракторов МТЗ, подобрано и расставлено технологическое оборудование в соответствии с нормами и требованиями. Разработаны мероприятия по охране труда, строительные и противопожарные требования, а также спроектированы элементы производственной эстетики. Все это позволяет организовать технологический процесс ремонта на довольно высоком уровне: правильная расстановка оборудования позволяет продвигаться рабочим без помех; элементы производственной эстетики благоприятно влияют на рабочих, позволяя им работать в полную силу.
3. Произвел расчет складских и вспомогательных помещений, площадей дорог и озеленений и описал генеральный план проектируемого агрегатноремонтного цеха, на основании которого произвел расчет ТЭП.
4. И, наконец, произвёл расчеты технико-экономических показателей проектируемого РОП, в результате которых получили следующие данные:
- Себестоимость одного условного ремонта - 305491,6 руб;
- Производительность труда рабочих - 6019832 руб./чел
- Напряженность использования производственной площади мастерской -110086,8 руб./м2,
- Энерговооруженность труда - 0,25 кВт/чел;
- Удельная производственная площадь на единицу условного ремонта – 3,36 м2/усл. рем.
ЛИТЕРАТУРА
1.Стандарт предприятия. Проекты (работы) курсовые и дипломные. Общие требования к оформлению.СТП БИМСХ 2.001-88.—Мн.:Ротапринт БИМСХ,1988--288с.
2.Машиностроение.Энциклопедия.Том 4-16.-Расчет и конструирование сельскохозяйственных машин и оборудования.Под редакцией И.М. Ксиневича.--М.:Машиностроение ,2001.-
3.В.П. Миклуш, Т.А. Шаровар, Г.М. Шаровар, Г.М. Уманский. Организация ремонтно-обслуживающего производства и проектирование предприятий технического сервиса АПК.--Мн.:Ураджай,2001.-661с
4.Машинные дворы и ремонтные мастерские для сельскохозяйственной техники/В.П. Суслов, Л.В. Суслов, В.В. Суслов.—2е изд., перераб. и доп. ---Мн.:Ураджай, 1986.—136с.
5.Бабусенко С.М. Проектирование ремонтных предприятий.—Мн.:Колос, 1981.—295с.
6.Поляк М.С. Технология упрочнения.Т.1.-М.: Машиностроение 1995.-827с.
7.Поляк М.С. Технология упрочнения.Т.2.-М.: Машиностроение 1995.-
8.Правила безопасности при ремонте и техническом обслуживании машин и оборудования в системе госагропрома СССР/ А.С.Ширков и др.—Москва,1998.—137.
9.Канарев Ф.М. и др. Охрана труда. -М.:Колас, 1982-351с.
10.Противопожарные мероприятия при проектировании и строительстве объектов народного хозяйства. Под ред.В.М.Кохоновского.-Мн.:Полымя,1984-228с.
11.Методические указания к практическому занятию на тему:”Компановка производственного корпуса ремонтно-обслуживающего предприятия”—Мн.:Ротапринт БИМСХ,1983-57с.
12.Методические указания по курсовомуи дипломному проектированию:”Проектирование цехов (отделений) специализированных ремонтных предприятий”.—Мн.: Ротапринт БИМСХ,1990—32с.
Размещено на http://www.
Размещено на http://www.